Best Practices: Designing for CNC Turning
Want to make the most out of CNC turning? This guide will help you improve designs.
08 Aug, 2023. 5 minutes read

CNC turning in action
CNC turning is a machining process that creates exact parts with cylindrical shapes, like shafts and sleeves. During this process, the turning machine rotates the material against a cutting tool controlled via a computer program. The program enables high accuracy levels, making CNC capable of everything from very simple to highly intricate parts.
The design process is the first crucial step in creating functional parts for all types of CNC machining. Optimizing the CAD model lowers costs, faster production, and better parts. This model generates the CAM program, which controls every cut of the CNC turning machine. Designing for manufacturability (DFM) ensures parts can be successfully machined without errors or failure.
Make Use of Bar Stock Sizes and Shapes
Bar stock is the raw, purified material used in CNC turning. Its size and tolerance can often be advantageous when designing for screw-machine production.
The maximum diameter should be the bar stock's diameter to conserve material and reduce machining for your part. Use standard sizes and shapes of bar stock whenever possible rather than special diameters and shapes. Easily accessible raw materials are available between 1 to 20 mm in increments of 1 mm and up to 5 mm for bigger sizes.
The raw material must be at least 0.4 mm bigger if tolerances are needed at the biggest diameter.
Use Standard Tools as Much as Possible
You should specify standard, common sizes for holes, screw threads, slots, knurls, etc. This ensures that readily available tools and gauges can be used in production, instead of those that need to be specially made. We recommend checking out this tool guide to follow standard processes for turning machines.
Avoid Secondary Operations
Your should design parts to complete on cutoff from the bar material whenever possible. If you can't avoid secondary operations, try to minimize them at least. Many features of the part – especially internal surfaces and screw threads – should be located on only one end of the part. This way, all machining can be performed before the cutoff.
As many features as possible, especially internal surfaces and screw threads, should be located on one end of the part.
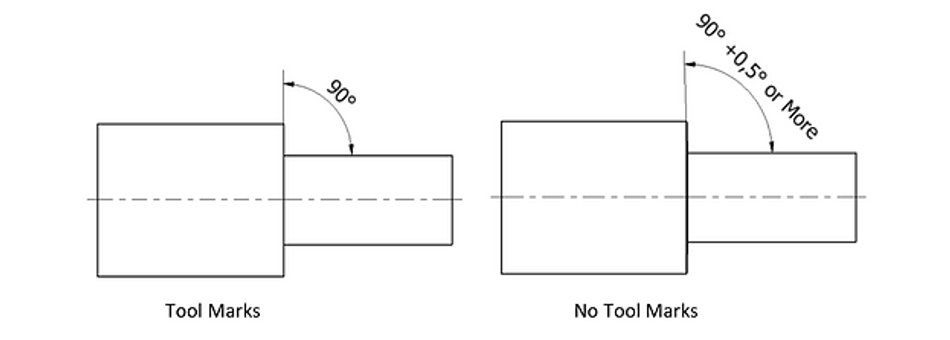
Prevent Tool Marks
While minor tool marks are often inevitable, avoiding defects like scratches or gouges is important. These affect not only the look of your part but also the mechanical properties.
To prevent such defects, sidewalls of grooves and other surfaces perpendicular to the part's axis should have a slight draft of 0.5° or more. This draft prevents tool marks from forming on the machined surface as the tool withdraws.
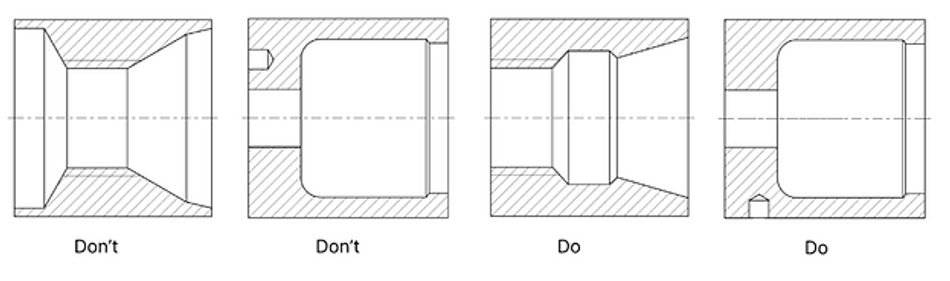
Use Undercuts in Only One Direction
Standard tool slides in turning machines operate at right angles to the axis of the workpiece. An angular undercut, whether internal or external, is challenging to produce and should be avoided whenever possible.
Annular grooves are easier to create on the part's exterior surface than an internal recess. External grooves can be incorporated into form tools. Internal recesses require tools with both axial and transverse motion. If you have the choice, design parts to contain external grooves.
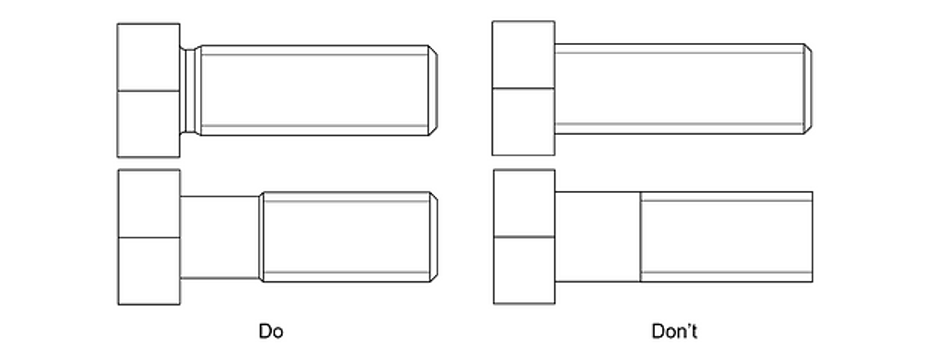
Provide Space for Thread-Cutting Tools
The CNC threading process cuts threads on the surface of parts. External threads should not terminate too close to a shoulder or larger diameter. There should be an area for thread relief or undercut whenever the diameter of the workpiece is less than the minor thread diameter. See the below image.
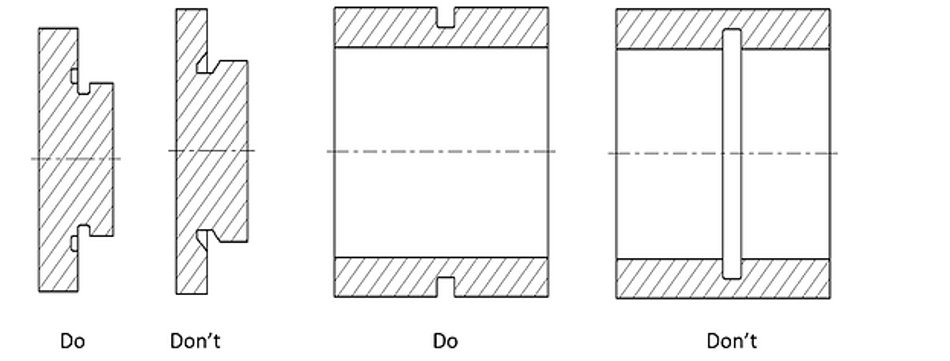
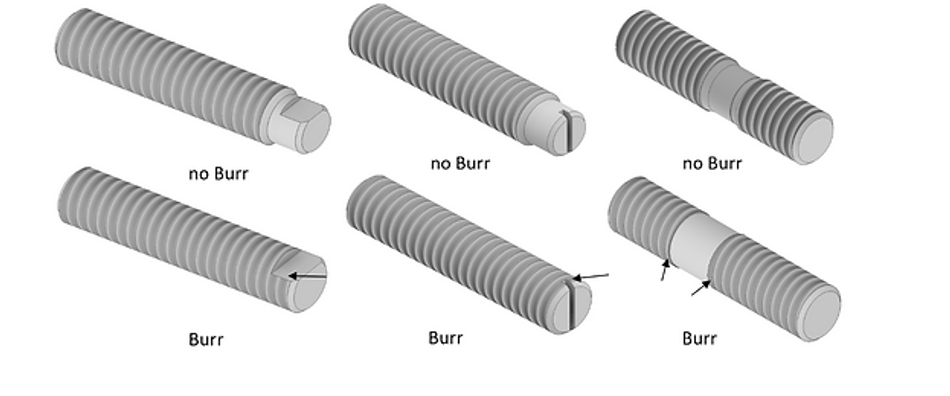
Limit the Need for Deburring
A burr is a rough edge or ridge to a machined part. Deburring is highly manual work that adds extra costs for each part. To avoid burrs, see the below images for some design recommendations for when screw threads intersect other surfaces.
Understand Knurls
Knurling creates patterns on round parts for functional or aesthetic purposes. A knurled area should be narrow, and the width should not exceed the diameter.
Knurling can't produce an exact number of teeth, so define some points to guide the producer:
An approximate number of teeth or the general size of the knurl (coarse, medium, fine)
Type of knurl (straight, diagonal, diamond)
Use for the knurl (finger grip, appearance, press fit)
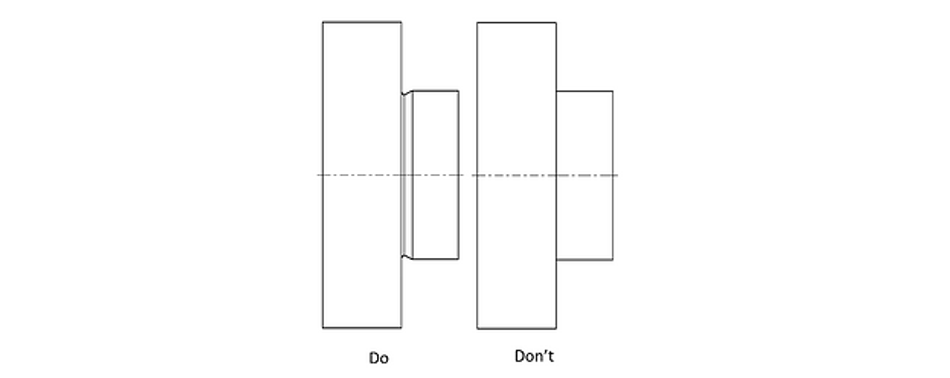
Avoid Sharp Corners
Sharp corners, whether internal and external, can cause weaknesses or require the costly fabrication of tools.
When a sharp corner is required, try to design it within specific limits that still fulfill the functional requirements of the part. These corners can be given a commercial corner break of 0.4 mm by 45°. An inside corner can be made "sharp" by providing an undercut at the corner. This eliminates the inevitable radius produced by a form at this intersection.
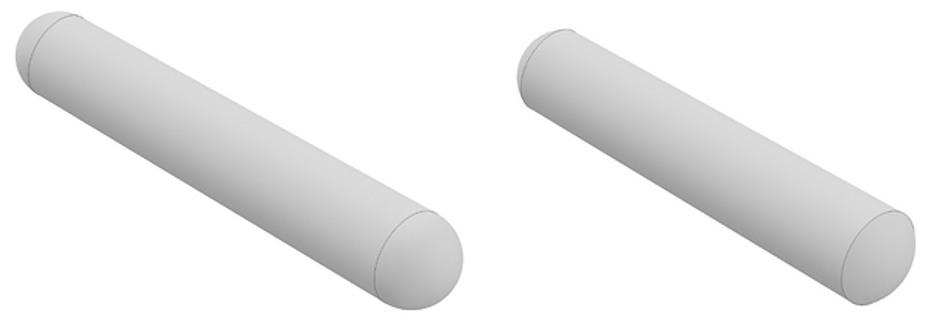
Design Spherical Ends Correctly
When a spherical end is required on a CNC turning machined part, it's best to design the radius of the spherical end larger than the radius of the adjoining cylindrical portion. Designing this way eliminates the need to blend two surfaces that might not be perfectly concentric because separate tools typically form them.
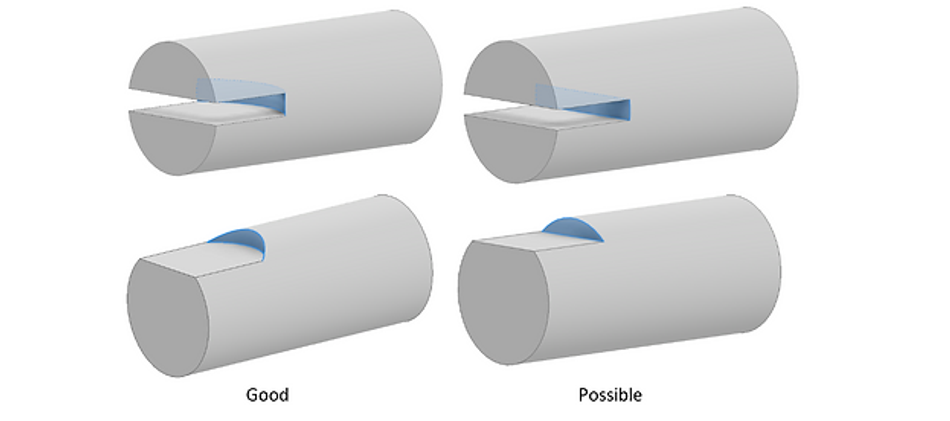
Designing for Slots and Flats
Slots and flats can be produced with a concave surface at the material's end or bottom, with the curvature radius the same the milling cutter's. The bottom or end can be flat by transverse feeding of the cutter. If the function of the part does not require a flat surface, allow a concave surface, which is easier to produce.
Know Where to Engrave
Impression markings can be made as part of the regular operations of CNC turning machine as via milling engraving. Other positions of milled engraving require secondary operations.

Take Care with Thin Parts
Your design should minimize unsupported, delicate small-diameter work whenever possible. Doing so reduces work deflection from the cutting tool. Keeping parts as short as possible helps. Short, thicker parts are easier to machine than long, thin parts, as the latter requires tailstock or steady-rest support.
Designing for On-Demand Manufacturing
The perfect design is a crucial step in the CNC turning process. The other important step is choosing the right place to turn your design into a finished part.
MakerVerse gives you a one-stop shop platform for advanced manufacturing technologies, including CNC machining and additive manufacturing. Simply upload your design, choose your manufacturing technology and material, and receive your quote with the expected lead time.
If you need custom-tailored parts, we're ready to help you. Our engineering and operations experts can personally assist you with your entire project.