How to 3D print Metal Parts with a polymer SLS Printer
Exploring the Cold Metal Fusion Process Chain
25 Jan, 2024. 4 min read

This article was first published on
sintratec.comIn the world of additive manufacturing, the development of advanced methods has opened up new horizons for creating complex metal parts with precision and efficiency. Cold Metal Fusion is one such groundbreaking process that utilizes polymer SLS 3D printers by Sintratec to produce metal components. In this article we will walk you through the CMF process chain, from preparation to the final metal parts.
A lightweight Automotive Gear
To illustrate the Cold Metal Fusion (CMF) process, we will produce a lightweight gear that is used in the automotive industry. The intricate geometry of the part makes it an ideal example, as it can only be produced through additive manufacturing. For printing, we will use the Sintratec All-Material Platform with the Sintratec S2 and the MCU-160 Build Module. As part of the CMF lab system, we currently have two materials available which have been specifically developed by Headmade Materials for the SLS technology: M2 tool steel and 17/4PH stainless steel. As it is a common material in the automotive industry, we will be using 17/4PH for our gear.

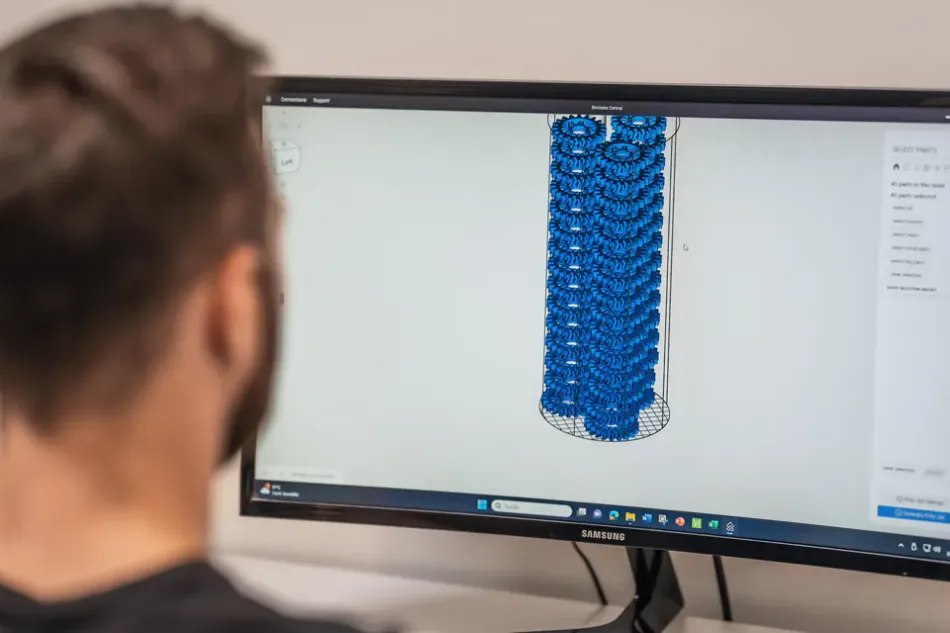
Step 1: Print Job Preparation
Similar to the standard selective laser sintering (SLS) process, the print job is first prepared inside the Sintratec Central software. The 3D model is imported, duplicated and arranged in the available build volume. In regards to the CAD design, shrinkage during the sintering stage must be taken into account, which can vary depending on the material – for 17/4PH it is 14 percent. Once set up, the print job is sliced*, exported, and sent to the system via USB drive or local network. At the Material Handling Station, we fill the build module’s powder containers with Headmade’s 17/4PH material, whereby the amount of powder is automatically calculated.
*Slicing is the process of converting 3D objects into 2D layers.
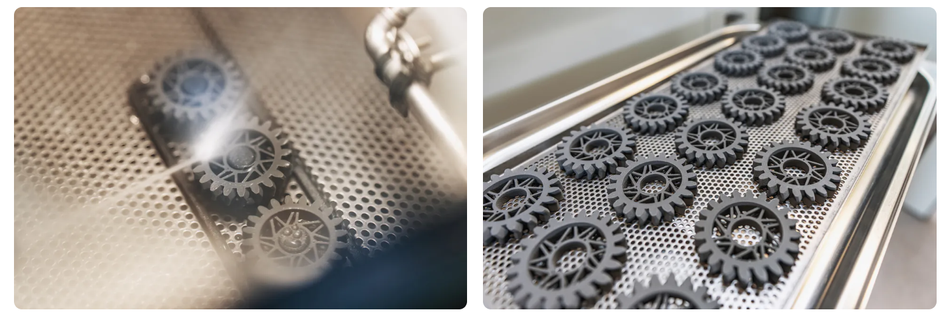
Step 2: Printing & Depowdering
Once the build module is filled, we move it to the Fusion Module – in this case the Sintratec S2. Using the touch screen, we select our print job and start printing. As the name suggests, the Cold Metal Fusion process is cold: the powder bed is kept only at around 50°C, which is a much lower temperature to conventional polymers. This makes the printing process very stable and allows for all of the unsintered material to be reused. Once printing is complete, we remove the build module to depowder the so-called green parts in the material handling station, similar to the polymer process.

Step 3: Post-processing
Step 4: Debinding
After post-processing, we load the green parts onto a tray and take them to the debinding station. Here, once the door is closed and sealed, the chamber is flooded with an acetone solvent at a gradually increasing temperature. What happens under the microscope is that the solvent penetrates the wall of the parts and begins to extract one of the plastic components. After a night of debinding, we remove our transformed brown parts from the station for further processing.

Step 5: Sintering
Next, we transfer the so-called brown parts to the sinter furnace. Inside, the chamber is heated up to over a thousand degrees. As the temperature increases, the metal particles begin to grow together into a dense metal part, with any last bit of plastic burning away. This sintering process takes about 10 to 15 hours, but remains the same regardless of the size of the furnace or the number of parts being processed. Once the metal parts are sintered, they can be removed and further machined if required.

Final Parts & Conclusion
Now that we are finished, we have a pure stainless steel 17/4PH part in our hands. There is no residue left of the plastic that was used in previous steps. And compared to conventional manufacturing, these parts are at the same level of mechanical performance – with much higher freedom of design and complexity. In fact, the CMF process produces components with an excellent elongation of 13.2% after hardening, which exceeds the MIM standards. Combined with the hardware of the CMF Alliance, this technology allows users to manage porosities, incorporate flow channels in their designs and achieve superior mechanical properties. With these unique capabilities, the CMF process undoubtedly sets a new standard in the metal AM sector.
