Tree supports: Better looking prints with less wasted material
Find out how tree supports can help you use less material while being easier to remove and leaving your model with little to no scarring.
19 Mar, 2022. 6 minutes read

When used properly, supports allow you to print almost anything using an FFF printer. However, they can be a pain to use. You often need to tweak your support settings to get the best results and even then, they can still be difficult to remove and often result in blemishes on the surface of your model. Luckily, Ultimaker Cura has a second type of support structure called tree supports. On certain models, tree supports can use less material, be easier to remove, and they can leave your model with little to no scarring.
What are tree supports?
Tree supports are a type of support structure available in Ultimaker Cura. When
enabled, they are generated around a print to help support areas that would be
unable to print successfully without it. Unlike standard supports that generate
directly below the areas that need to be supported and nowhere else, tree
supports wrap around a print, starting thicker towards the bottom of the print
and getting thinner as it goes up. Tree supports also branch off at an angle with
only a thin tip of each branch touching the areas that needs supporting. The
result can look almost exactly like the branches of a tree.
Before we go into more detail about how tree supports work, we need to talk about regular supports and why they are needed.
What are supports and why are they needed?
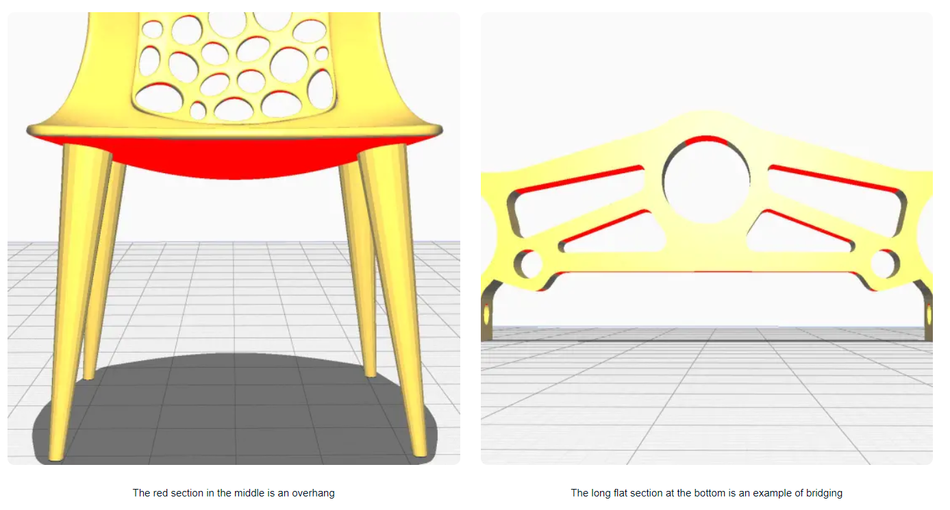
Due to a little thing called gravity, when printing with an FFF printer, each layer of filament must be printed on top of a supporting layer below it. If there is nothing below to print on, the filament will be extruded in midair causing a failed print. It is possible to print in midair for a short distance as long as it’s between two supported areas, this is known as bridging. If, however, there is nothing to support it whatsoever, it’s called an overhang.
Both bridging and overhangs are situations where supports may be required. All major slicers can generate supports. When you enable supports in your slicer, sacrificial structures are generated under your object to support the areas that would normally be impossible to print. These supports can then be removed after a print is finished. Supports are normally printed directly beneath the area that needs supporting like so:
The problem with this is that on a geometrically complex print with lots of overhangs, supports may need to be placed on top of some surfaces of the print to reach the overhang. That can lead to blemishes not only where the print needs support, but also on the area directly below.
There are workarounds in some cases and tweaking your support settings can reduce the surface damage. But in cases like this, tree supports are often a better alternative. We will primarily be talking about tree supports and how they can be used in this article. If you want to familiarize yourself with normal supports and their related settings, check out our dedicated article on the topic.
How do tree supports work?
Tree supports have one big trick up their sleeves, and that’s the ability to print at an angle, allowing it to wrap around a print and support hard to reach places. This behavior also means that tree supports touch the print in far fewer places than regular supports which results in a cleaner print with less surface imperfections.
Tree supports were originally created to minimize how much waste material is used when printing supports. As far as that goal goes, they were a success. You can expect to see significantly less material usage on complex prints that require lots of supports. In prints that use material, you can also expect to see lower overall printing times.
The only major downside to tree supports is a large increase in slicing times as the calculations that need to be made to generate tree supports are more complex than those made for normal supports. The smaller parts of tree supports near the top of each branch can also be difficult to print so poorly calibrated printers may have trouble printing these areas successfully and even well-calibrated printers may have difficulty when using hard-to-print materials like PVA and flexible materials. For this reason, it's recommended to use normal supports when printing soluble supports with PVA.
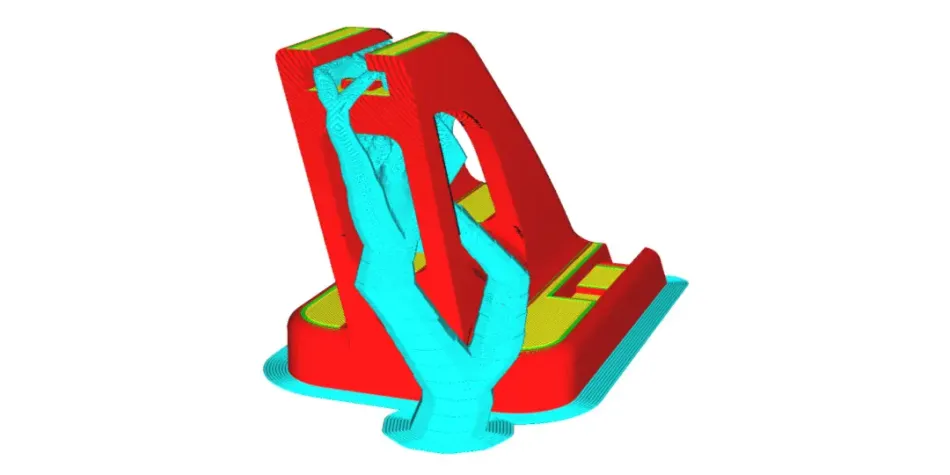
Once you have enabled tree supports in the settings and sliced the model, you can see how they will be printed by using the preview view.
It’s worth noting that SLA printers also use something called tree supports. These are very different to the tree supports used in Ultimaker Cura in both form and function.
Which settings to use?
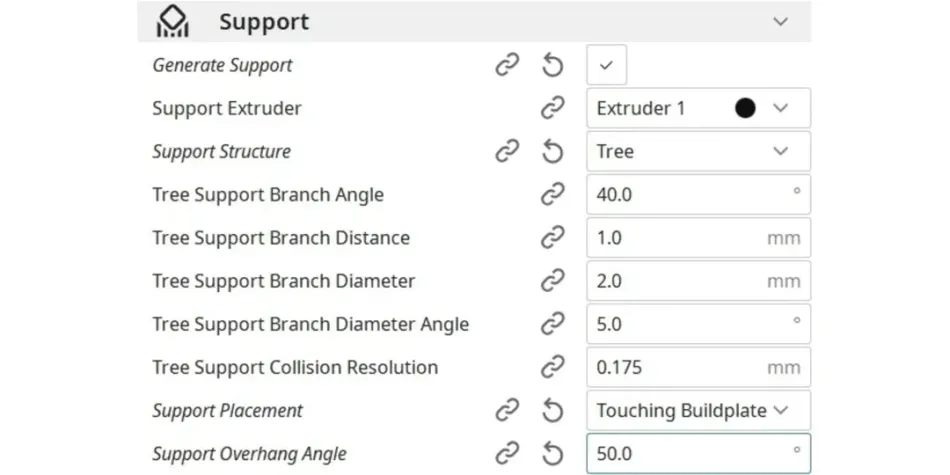
As with normal supports, you have access to additional settings you can modify to change how tree supports are generated. If you want to learn how all of these settings work, check out the Ultimaker Cura Settings Guide plugin. If you want to access them, they can be revealed or hidden in the configure Cura settings menu. Below are a couple of the more important settings and what they do.
Recommended reading: Rapid Prototyping: How to use 3D printing for your rapid prototyping needs
Support Placement: Support placement is a setting also available for normal supports. There are two options. Touching buildplate and everywhere. Selecting everywhere means that supports can print on top of the print itself whereas selecting touching buildplate means that tree supports will only start at the build plate and not be attached to the object anywhere but where it is supporting.
When selecting touching buildplate, tree supports are still capable of supporting areas that regular supports would only be able to reach by using the Everywhere option. However, there may still be some situations in which everywhere may be required when using tree supports.
Support Overhang Angle: This determines the minimum angle of overhang that requires support. Reducing this will result in more of the model being supported and increasing it means less of the model will be supported. What angle of overhang your printer can print without sagging or failures depends on your printer settings. As a rule, setting this at 50 degrees is usually a good place to start.
Tree Support Branch Angle: This determines the maximum overhang angle the support branches are allowed to print at. Increasing this will allow the tree supports to branch off at more extreme angles which means they will be able to reach more of the model without needing to rest on the model itself. This means less scarring. However, increasing this value too far will also lead to less reliability and a higher chance of print failure.
How were tree supports made?
Tree supports were originally created as part of an internal research sprint where software
engineers could pitch a project and then spend work time trying to develop that pitch into a usable prototype. These research sprints were eventually opened up to other departments and became the Ultimaker-wide hackathon. The hackathon and its precursor are responsible for not only tree supports, but also another fan-favorite feature in Ultimaker Cura, lightning infill. As well as many other smaller improvements and optimizations.
Tree supports were originally pitched as a way to minimize waste filament use. Supports make up a huge portion of the waste material that is created with FFF printing and any reduction in how much support material is needed would also reduce this waste. While also having the beneficial side-effect of reducing printing time and costs.
When should you use tree supports?
Tree supports have a number of use cases to which they are particularly suited:
Ornamental prints
Tree supports leave less scarring and other blemishes on your final print so any print that needs to look good can potentially benefit from tree supports. In particular, complex geometric shapes such as busts or statues are well suited to the use of tree supports.
Budget prints
Certain prints can use less material when printing with tree supports as opposed to regular supports. That means less wasted filament and less overall cost. When printing the same model many times, this can add up.
Prints where normal supports are hard to remove
There are certain prints where normal supports can be incredibly difficult to remove. An example of this is where supports generate inside of a partially enclosed part of the print. Tweaking your support settings can often solve this but if you’re having difficulty removing supports, tree supports can often be a solution.
Parts with tight tolerances
Supports can leave behind excess material which may need to be cut or sanded away after the supports are removed. This can be a problem for any part that requires tight tolerances. Tree supports leave behind less excess material which means less post-processing is required for parts where that material may be an issue.