How Lightweighting and Copper Might Drive Automotive Innovation
The second installment on how the automotive industry can innovate through the use of AM technology.
Last updated on 02 Oct, 2020. 5 minutes read
This article was first published on
ntopology.comIn last week’s post, The European Green Deal: Pressure to Innovate, I discussed how the EU Green Deal and industry disruption caused by the likes of Elon Musk are forcing the automotive industry to be innovative in order to stay ahead of competition and remain relevant. And so this week I will dive into a few applications where I think Additive Manufacturing can make an immediate and direct impact on automotive innovation.
Lightweighting – an outdated concept, only for combustion cars?
In 2017 Prof. Ferdinand Dudenhöffer, head of Center Automotive Research (CAR), argued lightweighting wouldn’t make sense for electric mobility. His team ran a pragmatic experiment by loading a Tesla S and BMWi3 with 300kg of weight. Both cars were sent around a test track to compare energy consumption: a few laps with the load and a few laps without the load.
The professor and his team assumed the higher mass of the fully loaded car would increase the amount of recuperated energy (recuperation is the process by which electric cars win back energy through braking) and compensate for higher acceleration cost.
The results supported this hypothesis, with the Tesla S needing only 0.6% more energy and the BMW 4.4% compared to the empty run. Consequently, they postulated lightweighting would not really improve energy consumption of electric cars.
However, other experts criticized the test to be unrealistic as city driving differs hugely from a few laps around a test track:
- more erratic braking
- quicker acceleration
- less disciplined driving
In addition, acceleration is not the only energy cost for an electric car. We must also take into account thermal loss and the energy used for active cooling systems – which throws the recuperation balance off.
Scientists from University for Applied Sciences RWTH Aachen extrapolated from battery measurement data that the Mitsubishi i-MiEV generator would need 8.5% more energy use per 10% added mass but stressed how non-linear the curve in reality was. That is a clear indicator for the other factors, like active cooling or transmission losses, aerodynamics or tire friction, being of huge importance for the overall energy consumption.
Finally, in 2018, Swiss / German engineering powerhouse EDAG set up an experiment with conditions closer to reality and was able to empirically prove how 100kg of weight reduction saved 2.8% of energy in 50kph city drives. While there are a lot of other application areas for innovation in electric cars, lightweighting is definitely applicable and is a proven strong suite of AM.

There are some other application areas I’d like to explore in regards to automotive innovation. Here is one I believe is worth watching and why.
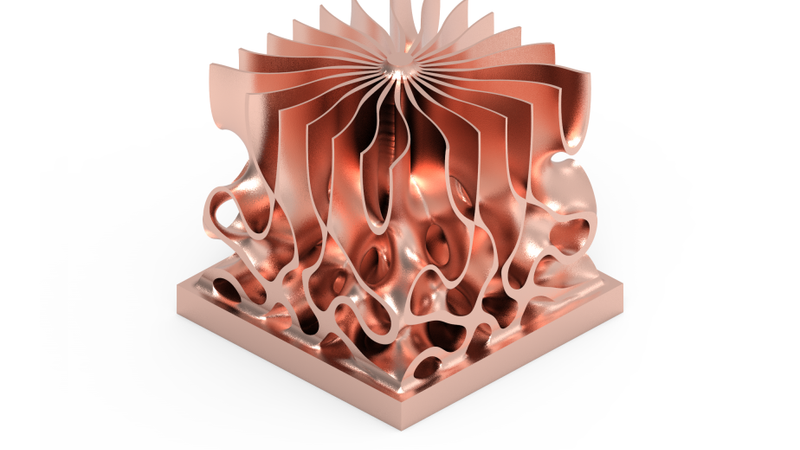
Heat exchangers printed in copper
Batteries need cooling, right? A cheap and effective approach is through conventional, serially produced heatsinks which provide passive cooling with airflow. However, since the battery systems in electric cars are designed to supply an entire car with power, active cooling systems are a necessity. Enter in liquid cooled heat exchangers.
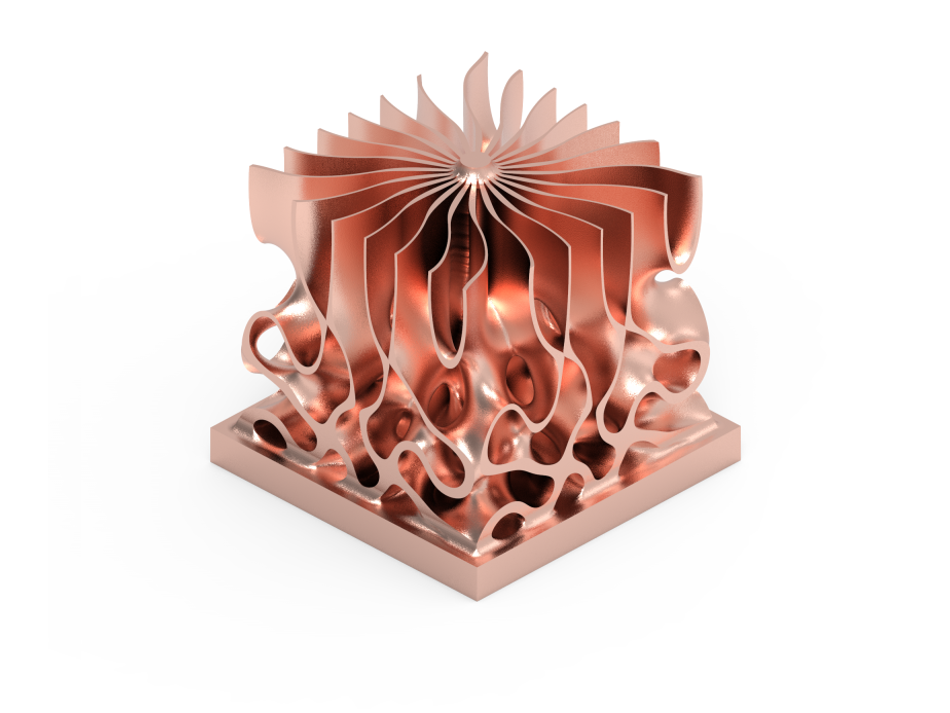
Using AM to manufacture heat exchangers allows for both a compact design PLUS increased surface area for heat exchange to maximize performance. There are a ton of great examples and we will continue to see more of them as enabling factors come together such as:
- Design freedom with metal powder bed fusion (MPBF) allows optimized deployment of material
- High performance copper powders are available
- Finally a software without limitations for geometrical complexity
The design freedom of metal powder bed processes makes it possible to use advanced design strategies like graded variable density lattices. In a nutshell, they can be used as an architected material with higher density at the spots with higher thermal load, balancing lightweight design with cooling performance.
Pure copper has great thermal conductivity which makes it one of the best metals for defusing heat in a broad range of applications, from microelectronics to injection molding tool inserts. However, this makes maintaining a neatly defined melt pool quite tricky and for MPBF, copper was never the first choice of material compared to aluminum, tool steel or titanium. Furthermore, the material’s reflective properties don’t play well with red light lasers used in almost all metal AM systems.
Compared to aluminum, copper is significantly more reflective at a common 800nm laser wavelength. But AM systems have become more diverse and their developers as well as users constantly strive to come up with new applications. So by now there are at least four ways to manufacture copper parts in MPBF. It should be noted, I am not claiming this to be an exhaustive list:
- Use an alloy if possible. CuNiSi(Cr), for example, allows for the use of the common red light lasers without the need for excessive power. In addition, the ratio of components can enable tailored material properties by balancing conductivity and porosity. Because (and this can be seen as a downside) alloying does reduce porosity it also reduces the conductivity you’re aiming for. EOS for example offers a 99.6% copper alloy with fitting parameter set.
- Use a green light laser. This approach has been around for quite a while. I first read about a concept from German research institute Fraunhofer ILT back in 2017. A year later, machine manufacturer, Trumpf, released a commercially available system. The core concept is using a laser with a wavelength of 515nm instead of the common 800-1000nm to reduce reflected radiation while maintaining comparatively low energy use.
- Use higher power. I’ve heard believable rumors about successful approaches printing large copper parts with a red-light laser. However, only the highest skilled experts can develop a parameter set for this method. One thing to keep in mind might be potential damage to the machine environment caused by reflected radiation.
- Don’t use a laser at all. The reflectivity of copper is dependent on the type of energy source. GE’s Arcam makes use of this fact with their EBM process, claiming “pure copper absorbs 80% of the energy from an electron beam, compared to only 2% of the energy from a red laser beam.” For certain laser wavelengths that is plausible, and EBM is known for good throughput, though I’d expect a fairly rough surface from the process.
In conclusion, it is possible to manufacture parts from copper on AM systems, now we just have to design them. As mentioned above, one goal is a balance between high thermal conductivity in the right spots while keeping overall weight down. Capturing principles like these to make them reusable tools instead of starting every engineering project from scratch accelerates innovation.
This article was first published on the nTopology blog.