A Guide to Shot Blasting - Shot Peening
Shot peening (also known as shot blasting) is a surface conditioning process carried out after various manufacturing processes. In simple terms it increases/improves the surface finish.
Last updated on 16 Jun, 2020. 4 min read

Shot blasting machine
Tags
This article was first published on
www.engineeringclicks.comShot peening (also known as shot blasting) is a surface conditioning process carried out after various manufacturing processes. In simple terms it increases/improves the surface finish. Shot peening is done with the help of small balls which are streamed out in the form of a jet at very high velocity, accelerated and directed toward a work piece. Compressive force is applied when they strike the surface of the work piece one after the other. The point of application of each shot is slightly different from the other as one shot hit will slightly overlap the area of others shots around it.
Description of shot blasting process
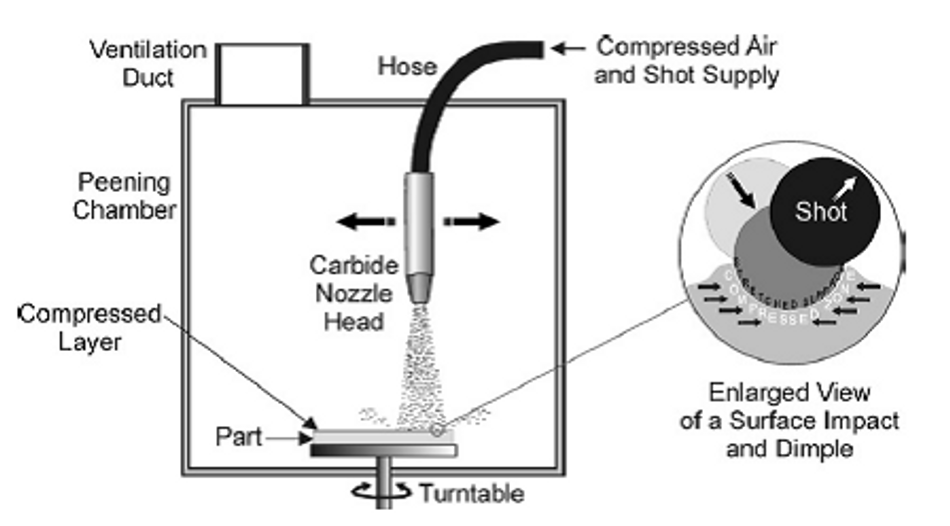
As we mentioned above, shot blasting is a surface conditioning process. Small metal ball, called the shots, are used to induced the residual stress on the surface of the work piece. The process is described as a cold rolling process. Plastic deformation of a work piece is achieved by the help of compressive force applied by the high velocity shots. These produce a series of small dimples overlapping each other. Residual stresses induced on the work piece surface increases its fatigue resistance due to a compressed top layer.
The process uses what is called a peening chamber which has a turn table at the bottom. The workpiece is placed on the table which can only rotate around its axis. A shot nozzle is placed on the top of the peening chamber which can move forward and backward – a ventilation duct is placed on the top opposite to the nozzle. The table rotates to enable the shot peening of different sides of the same surface. The nozzle moves around the shot peen area between the centre and outer most edges of the work piece.
Applications
- Shot peening is used for increasing the fatigue resistance of automobile axles, coil springs, leaf springs and shafts as they have to work against fatigue load during their life.
- Surface hardening of gear meshing surfaces is done by shot peening for those application where work stresses are not high.
- Torsion bars used in heavy industrial equipment, with working environments open to the atmosphere, usually go through the surface hardening shot peening process.
- Most of the equipment used on oil and gas fields, including drilling operations, goes though shot peening to increase fatigue life.
- High temperature pressure compressor and turbine blades are created using this process to increase their fatigue life and protect them from early corrosion.
Materials used in shot blasting
Most ductile materials can easily be produced using this process as it requires plastic deformation to get the output. However, brittle materials are more difficult to process but can still be processed to a certain extent. Some particular materials which can utilise this process include:-
- Carbon steel
- Low alloy steel
- Aluminium alloy
- Ductile iron
- Titanium alloy
- Nickel alloy
Mechanical Design Guidelines
- The radius of the fillet should be twice the radius of the metal ball used for the process.
- Design features like grooves can effect the efficiency or the working of the process.
- Larger length to diameter ratios of a hole, lead to reduced accuracy of the process as uniformity of the procedure is affected.
- Geometric features like edges and sharp corners cannot be processed using shot peening. These features should be removed before the peening process starts.
- To avoid fracture of work pieces the minimum thickness of a work piece should be at least 0.25 mm.
- Length and width of the work piece is limited by the dimensions of the shot peening chamber. Otherwise no other limitations for part dimensions.
- Allowances need to be entered before starting the peening process. The common tolerance for this process is about 0.05 mm.
Process Variations
- Based on the work piece and outcome required many different types of materials can be utilised. Each material can use different sized shot and each size can have many different hardness numbers/ratings. Different materials used for this process includes steel, iron, glass beads and ceramics. The size of the ball can range from 0.2 mm to 0.5 mm in diameter.
- Different mechanisms can be used to provide the high velocity shot. Mechanism include compressed air, where the shot is injected into a high velocity stream of air. This gives the shot the required velocity.
- One other mechanical mechanism involves shot being placed inside two counter rotating wheels. These help to build up the required velocity for the shots.
Economics of the Process
- Shot peening is a cost effective and fairly quick process only used on surfaces where hardening is required.
- Lead time is very short for any type of workpiece.
- Based on the type of variation being used in the process, tooling costs can be from zero to low. However, some variations like ultrasonic peening need special tooling bases.
- Equipment costs tend to vary but are fairly moderate.
- Labour costs can be fairly high – depending on the degree of shot blasting required.
- The shot peening process is recommended for medium production volumes with a high level of automation. Howeevr, due to the fairly fast processing time there is the potential for high production volumes with some materials.
Advantages of shot blasting
- The process involves the hardening of a selected area without any extra cost/equipment needed.
- Parts with moderate complexity can be processed very easily.
- High levels of complexity can be processed with some extra attachments although there may be some limitations.
- The process improves work piece wear resistance, stress corrosions, cracking and galvanic corrosion.
Disadvantages
- During the shot peening process the work piece needs to be stable. This can be done with the help of clamps although these can add some extra cost and lead time to the process.
- In some cases the process may need some pre-processing, e.g. cleared for dust or rust on metals.
- The process needs extra care, otherwise high intensity peening can cause undesirable roughness or stress on the surface.
- Sometimes only an average surface finish is achieved at the end of the process.
Search for articles and topics on Wevolver
Tags