Cura Retraction Settings Explained
Retraction is a useful feature of FDM 3D printers that helps to prevent common issues like oozing and stringing. Cura retraction settings enable precise control over the retraction process, but the parameters can be confusing to beginners.

Last updated on 04 Sep, 2024. 9 minutes read

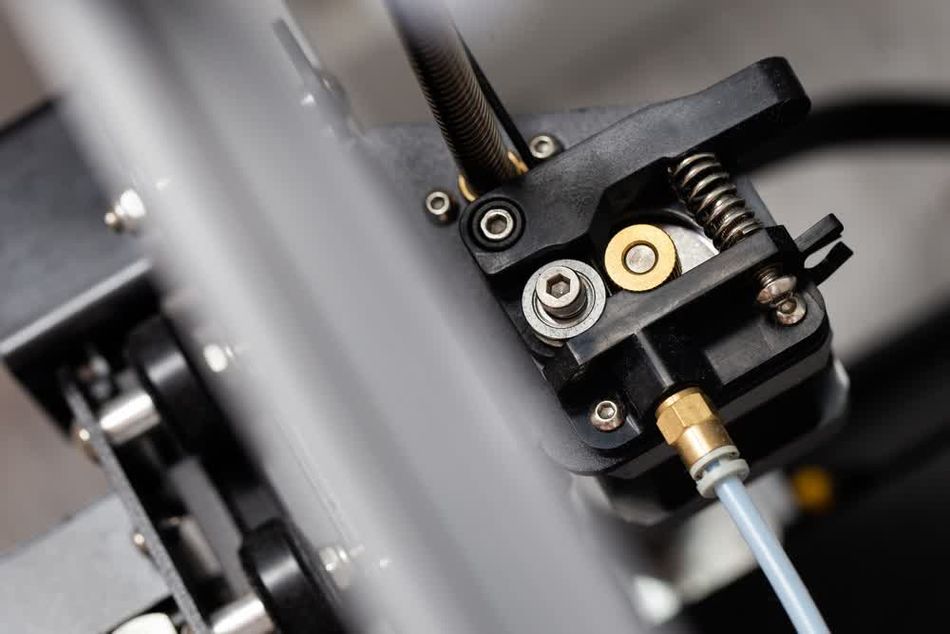
Adjusting retraction settings can prevent stringing and other issues
Most newcomers to 3D printing don’t think about retraction settings until they’ve succumbed to stringing. This is a common printing problem during which the nozzle leaks excess filament over the printed part, resulting in a mess of plastic strands that look like cobwebs.
Stringing can be caused by several factors. Too much heat in the hot end is a common culprit, while some materials — PETG, for instance — are more prone to stringing than others.[1] When reducing the printing temperature doesn’t fix the problem, a great way to counter stringing is to adjust the retraction settings found in software like Cura, the popular slicer owned by 3D printer company UltiMaker.
There are several Cura retraction settings to play with, including retraction distance, retraction speed, and minimum travel distance, and knowing how these parameters affect the printing process is a great weapon in the fight against stringing. This article lists all of the Cura retraction settings available to users, explaining what they do and how they can be optimized to suit different prints.
What is Retraction?
During FDM/FFF 3D printing, the printer’s extruder uses gears to move plastic filament to the hot end, where the filament is melted and pushed through a nozzle onto the build area below. Meanwhile the print head is constantly moving around in order to deposit the molten material in the right places.
Every now and again, the print head needs to move from one area to another without depositing any material. In 3D printing terminology, this type of movement is called travel. However, since there is always a bit of melted filament in the printer’s hot end, the plastic can sometimes accidentally ooze out of the nozzle and onto the build during travel. This is a problem for printer users, because that oozed material can cause an ugly, stringy mess over the printed parts.
One way to counter oozing and stringing is retraction.[2] This is when the extruder stops pushing the filament towards the hot end and pulls it back instead. It can do this by reversing the direction in which the extruder gears move.
Retraction cannot magically eliminate oozing, because the already-melted section of the filament cannot itself be retracted. However, by retracting the solid section of filament immediately above the melt zone, pressure is relieved on the molten material, making it less likely to ooze out from the nozzle during travel movements.
Recommended reading: 3D Printer Stringing: How to Fix It
Retraction for Different Extruders and Materials
The ideal Cura retraction settings can depend on various factors, including the chosen filament and the type of extruder used on the 3D printer. Some materials require more extensive retraction to prevent issues like oozing and stringing, while the mechanics of the extruder also affect how the process works.
Extruder Considerations
Retraction settings vary a lot between Bowden and direct drive extruders due to differences in filament path length and control.
Bowden extruders have a longer filament path, which increases the likelihood of stringing and requires greater retraction distances, typically between 4 to 6 mm. The longer distance helps counteract the elasticity in the Bowden tube, reducing oozing during non-printing moves. Retraction speed also needs to be adjusted; slightly slower speeds around 30 to 45 mm/s are common to prevent filament grinding.
In contrast, direct drive extruders have a shorter, more direct filament path, allowing for more precise control. Retraction distances for direct drive systems are usually much shorter, around 1 to 2 mm, because the filament is retracted directly from the hotend. Retraction speeds can be faster, often ranging from 35 to 60 mm/s, due to the reduced risk of filament grinding or stringing.
Recommended reading: Direct Drive vs Bowden Extruder for 3D Printing
Material Considerations
Different filaments require different retraction settings due to variations in material properties like viscosity, elasticity, and temperature sensitivity.
For example, flexible filaments like TPU may need shorter retraction distances and slower speeds to avoid filament deformation or jams. In contrast, rigid materials like PLA can tolerate longer retraction distances and faster speeds because they are less likely to stretch or compress. PETG is prone to stringing and might require lower retraction speeds.
Cura Retraction Settings
By adjusting Cura retraction settings, the slicer can adjust the g-code sent to the printer, altering the retraction process in various ways. Users can specify when retraction should happen, how much filament should get retracted, how quickly it should get retracted, and more.
Cura’s retraction settings can be found in Print Setup. Most are grouped under Material settings, while some others are grouped under Travel. The first two retraction settings, which can be checked or unchecked, are fairly self-explanatory: “Enable retraction” allows users to toggle whether retraction takes place at all, while “Retract at layer change” instructs the printer to perform retraction once a 2D layer is complete.
The remaining Cura retraction settings, most of which are defined using numerical values, may be less intuitive to beginners. Related settings like print speed and coasting are not discussed here, but may be adjusted in conjunction with retraction settings to deliver the best results.
Some users find that UltiMaker Cura is better than rival slicers like PrusaSlicer for reducing stringing. This may be down to its more customizable retraction settings and advanced features like "Combing Mode." Combing Mode minimizes the number of non-printing moves that cross open spaces, reducing the chances of stringing. Additionally, Cura's broader range of material profiles and plugins, such as the AutoTowers Generator, can help optimize settings more precisely for different filaments, leading to cleaner prints.
Retraction distance
Retraction distance refers to the amount of filament pulled back by the extruder.[3] If the value is greater, then a longer length of filament is retracted.
The retraction distance is usually set in the range of 0.5–15 mm, depending on the extruder and material type. A greater retraction distance can help to prevent stringing, but this can cause stress on the filament and potentially cause clogs, as well as resulting in longer print times.
Bowden and direct-drive extruders require different retraction distances. Bowden extruders can require a retraction distance of up to 15 mm, while direct-drive systems generally only need a few millimeters.
Retraction speed
Retraction speed is the rate at which the extruder retracts the filament. In Cura, retraction speed settings are divided into two values:
Retraction retract speed is the speed (in mm/s) at which the extruder pulls back the filament
Retraction prime speed is the speed (in mms) at which the extruder returns the filament back to its original position at the tip of the nozzle
Faster retractions can help to prevent oozing but run the risk of damaging the section of filament by grinding it. Most users set their retraction speed in the range of 30–80 mm/s.
Retraction extra prime amount
During retraction, priming is when the extruder returns the filament to its original position — by pushing it forwards after it has temporarily pulled it backwards. However, since a bit of material may have oozed during the travel movement, it can be helpful to extrude extra material to compensate for this loss.
The retraction extra prime amount is defined in cubic millimeters. A greater value helps to build pressure in the nozzle, which can prevent issues like under-extrusion. However, the required amount depends on several factors, including nozzle size and travel distance.
Cura users can download plugins that set the retraction extra prime amount automatically based on travel distance.
Retraction minimum travel
During printing, a travel move is when the print head moves from one area of the build to another without depositing material. Sometimes the print head travels just a few millimeters, but sometimes it moves all the way across the build.
The retraction minimum travel distance setting allows users to define whether the printer should perform retraction even during short travel moves, or just for very large jumps. A small minimum travel distance (in mm) can help to prevent stringing but can cause issues like filament grinding.
Though not specifically a retraction setting, users can also adjust parameters like travel speed, with faster travel moves potentially reducing oozing and stringing.
Maximum retraction count
This print setting lets users set a maximum number of retractions on a given length of material (defined in the “Minimum extrusion distance window” box).
Setting a maximum retraction count can be useful, because repeatedly retracting the same piece of filament makes it more susceptible to grinding, which can ultimately reduce print quality. However, capping retractions can potentially make the print more vulnerable to oozing and stringing.
Nozzle switch retraction

Cura can instruct the 3D printer to carry out a retraction when the nozzle is put in standby mode. It offers two adjustable parameters for this situation:
Nozzle switch retraction distance (mm) works in the same way as general retraction distance, but users can set a higher value as there is less negative impact on overall print times
Nozzle switch retraction speed (mm/s) works in the same way as general retraction speed
Combing
Found under Travel settings, combing is a feature that instructs the printer to avoid any travel moves that stray beyond the perimeter of the build.
Combing can be useful for several reasons. Although it can result in greater travel distances, it allows for a degree of looseness during printing, since any oozing or stringing can take place inside the part and therefore be invisible. This makes retraction less of a necessity and allows users to print faster, with fewer retractions.
Users can select from the following combing modes:
Off
All
Not on outer surface
Not in skin
Within infill
Z-Hop
Sometimes called vertical travel, Z-Hop is a feature of Cura that instructs the print head to move upwards (or the build platform to move downwards) while retracting and making a travel move. This can prevent the nozzle from dragging along the top of the build and causing scratches or blobs.
If Z-Hop is enabled, users can adjust the following parameters:
Z-hop only over printed parts
Z-hop height
Z-hop after extruder switch
Testing Retraction Settings
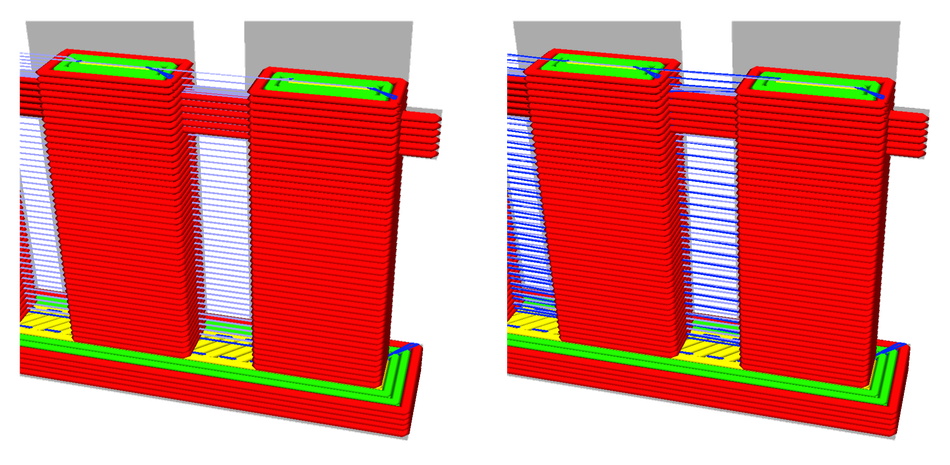
Testing out Cura retraction settings can lead to improved results. A practical approach is using retraction towers, which are retraction test models that vary retraction settings along their height. Each segment of the tower tests a different retraction distance or speed, allowing you to visually inspect the results and identify the optimal settings.
You can download pre-made retraction tower test prints from platforms like Thingiverse or design your own.
For a more automated approach, Brad Kartchner's AutoTowers Generator plugin for Cura simplifies this process. After installing the plugin, you can generate a custom retraction tower directly within Cura. This plugin allows you to specify a range of retraction settings, such as varying the retraction distance from 2 mm to 8 mm in 1 mm increments. It then automatically creates a model with multiple segments, each representing a different retraction setting.
Once your retraction tower is printed, closely examine each segment for stringing or other surface defects. The goal during this stage of troubleshooting is to find the segment with the least stringing, which indicates the optimal retraction settings for your specific material and printer.
Recommended reading: PLA Bed Temperature & Print Temperature Settings
Conclusion
Finding the best retraction settings depends on different factors like the type of material, the purpose of the printed part, and the dimensions of the printed part. However, Cura’s range of adjustable parameters gives users a great degree of control over their prints, meaning that there is a suitable set of retraction settings for any project. Furthermore, many users find that Cura outperforms other slicing software in terms of retraction and the prevention of stringing.
Frequently Asked Questions (FAQ)
What is retraction in 3D printing?
Retraction is a feature in FDM/FFF 3D printing that helps to minimize stringing by pulling the filament back into the extruder during non-printing moves. This reduces the pressure in the hot end, making it less likely that melted filament will ooze out of the nozzle and create unwanted strands of plastic on your print.
Why is stringing a common issue, and how can retraction help?
Stringing occurs when excess filament oozes from the nozzle during travel moves, creating fine plastic strands on the print. Factors like high hot-end temperatures and certain materials (e.g., PETG) make stringing more likely. Retraction can help by pulling the filament back, reducing the chance of oozing and thus minimizing stringing.
How do retraction settings differ between Bowden and direct drive extruders?
Bowden extruders require longer retraction distances (typically 4-6 mm) because of their longer filament path, which increases the risk of stringing. Direct drive extruders, with their shorter filament path, typically need only 1-2 mm of retraction.
How does material type influence retraction settings?
Different materials require different retraction settings due to their unique properties. For instance, flexible filaments like TPU often need shorter retraction distances and slower speeds to avoid deformation, while rigid materials like PLA can handle longer retractions and faster speeds.
What are some key retraction settings in Cura, and how do they impact printing?
In Cura, important retraction settings include retraction distance, speed, and minimum travel distance. Adjusting these can significantly reduce stringing.
References
[1] Mueller T, Elkaseer A, Charles A, Fauth J, Rabsch D, Scholz A, Marquardt C, Nau K, Scholz SG. Eight weeks later—the unprecedented rise of 3D printing during the COVID-19 pandemic—a case study, lessons learned, and implications on the future of global decentralized manufacturing. Applied Sciences. 2020 Jan;10(12):4135.
[2] How to fix stringing [Internet]. Ultimaker Support. [cited 2022 May 2]. Available from: https://support.ultimaker.com/hc/en-us/articles/360012016280-How-to-fix-stringing
[3] Saini P, Garg D, Choudhury T. 3D Printing: Factors Influencing its Quality and Nature. In2018 International Conference on Computational Techniques, Electronics and Mechanical Systems (CTEMS) 2018 Dec 21 (pp. 480-486). IEEE.
Table of Contents
What is Retraction?Retraction for Different Extruders and MaterialsExtruder ConsiderationsMaterial ConsiderationsCura Retraction SettingsRetraction distanceRetraction speedRetraction extra prime amountRetraction minimum travelMaximum retraction countNozzle switch retractionCombingZ-HopTesting Retraction SettingsConclusionFrequently Asked Questions (FAQ)References