Injection Molding Defects: Causes, Identification, and Prevention
Injection molding problems like sink marks and flash can be prevented by addressing their most common causes. This article serves as a basic troubleshooting guide.

02 Dec, 2024. 9 minutes read

Plastic injection molding is the most common production process for simple plastic parts with thin walls. It is fast, cheap, and ideal for mass production. However, an injection molding machine is a complex piece of equipment, and the process is prone to a few specific problems that can lead to part defects.
Injection molding defects can significantly impact the quality and performance of manufactured products — or render them completely unusable and destined for the scrapheap. This can in turn lead to increased production costs, reduced efficiency, and compromised product reliability. For manufacturers, addressing these issues is key to maintaining quality standards and ensuring customer satisfaction.
Understanding plastic injection molding defects involves identifying their causes, diagnosing their presence, and implementing preventive measures. This article looks at some of the most common injection molding defects, examining why they occur and how to prevent them.
What Are Injection Molding Defects?

Injection molding defects are imperfections or anomalies that occur during the manufacturing process of molded products. These defects can manifest in various forms, such as surface blemishes, structural inconsistencies, or dimensional inaccuracies. They can undermine the functionality, aesthetics, and durability of the finished products, often leading to increased waste and production costs.[1]
Proactively identifying and mitigating defects can save resources, reduce operational costs, and lead to high-quality parts. By prioritizing defect management, manufacturers can enhance their competitiveness and foster sustainable production practices.
Common Types of Injection Molding Defects
Injection molding is a highly efficient manufacturing process, but it is not without its challenges. Defects can arise at various stages of production, affecting the functionality, aesthetics, and overall quality of the final product. Below are some of the most frequent defects encountered in injection molding, along with their causes and implications:
Sink Marks
These are shallow depressions or dimples that form on the surface of molded parts, often around thicker sections of material. Sink marks occur when the material inside the part cools and shrinks unevenly, pulling the surface inward. They are commonly caused by insufficient packing pressure, inadequate cooling time, or poor mold design features such as inconsistent ribs.[2]
Warping
Warping is the unwanted bending or twisting of molded parts after ejection from the mold. It is primarily caused by uneven cooling rates across the part, leading to residual stresses that distort the shape. Warping can also result from improper material selection, as some polymers are more prone to shrinkage and deformation than others.
Short Shots
A short shot happens when the molten material does not completely fill the mold cavity, resulting in incomplete or missing sections of the part. This defect is often caused by inadequate injection pressure or obstructions within the mold. It can also occur if the mold is poorly vented, preventing the material from flowing freely.
Flash
Flash is an excess layer of material that seeps out of the mold cavity along the mold parting line or around ejector pins. This defect can occur if the mold is not clamped tightly enough or if the clamping force is uneven. Flash can also result from excessive injection pressure or worn mold components that allow material to escape.
Burn Marks
Burn marks are darkened or charred areas on the surface of molded parts, typically caused by trapped air overheating during the injection process. These marks are usually found near sharp corners, flow path ends, or areas where air cannot escape the mold cavity. Factors contributing to burn marks include high injection speeds, insufficient venting, or improper gate design.
Flow Lines
Flow lines are visible streaks or patterns on a molded part’s surface, caused by the cooling and solidification of material as it flows through the mold. These defects are often linked to inconsistent injection speeds, material temperature, or poor mold design. Although flow lines are typically cosmetic, they can indicate potential weaknesses in the part.
Delamination
Delamination refers to the peeling or separation of surface layers on a molded part, resulting in a flaky or brittle texture. This defect is sometimes caused by contamination of the material, such as moisture or foreign particles. It can also occur if incompatible materials or additives are used together or if the material experiences excessive shear stress during molding.
Jetting
Jetting appears as wavy, worm-like lines on the surface of molded parts, caused by irregular material flow of the molten plastic. This defect occurs when molten material is injected too quickly or at an improper angle, leading to turbulence rather than smooth filling. Jetting can also result from incorrect gate design or insufficient mold temperature. Proper flow rate and gate positioning can help mitigate this issue.
Voids
Voids are small cavities or air pockets that form inside molded parts, often reducing their structural integrity. They typically occur due to uneven cooling, excessive material shrinkage, or trapped air during the molding process. Poorly designed runners or gates and insufficient holding pressure can exacerbate the issue. Adjusting cooling profiles and improving mold venting can help prevent voids.
Knit Lines
Knit lines, also known as weld lines, are visible seams where two flow fronts of molten material meet but fail to fully fuse. This defect is often caused by insufficient material temperature or pressure, long flow paths, or improper gate placement. While sometimes purely cosmetic, knit lines can compromise strength. Enhancing material flow and optimizing mold design can reduce their occurrence.
Recommended reading: The pros and cons of 3D printing low-run injection molds
Root Causes of Injection Molding Defects
Material-Related Causes

The type and quality of plastic materials used in injection molding play a role in determining the success of the process. Factors such as moisture content, contamination, and material compatibility can directly influence the occurrence of defects.
Moisture Content: Excess moisture in raw molding materials can lead to defects like voids, bubbles, or delamination in the finished product. Certain plastics, such as polycarbonate and nylon, are hygroscopic and require proper drying before use to prevent moisture-related issues.
Contamination: Foreign particles or impurities in the material can cause surface blemishes, inconsistent textures, or reduced structural integrity. For instance, contamination with incompatible polymers or dust can result in brittle or uneven parts.
Material Selection: Some materials are simply more prone to certain defects than others. For example, polypropylene may exhibit sinking, fiber-filled plastics may warp, and moisture-filled nylon can sputter and create various defects.
Process-Related Causes
The parameters used during the injection molding process also greatly affect the quality and consistency of the final product. Variations in temperature, pressure, and injection speed can introduce defects if not carefully controlled.
Temperature: Inconsistent or incorrect material temperatures can lead to issues such as burn marks, short shots, or material degradation. For instance, excessive melt temperature can cause thermal degradation, resulting in discoloration or reduced material strength.
Pressure: Insufficient or excessive injection pressure (back pressure and/or holding pressure) can lead to defects. Low pressure may cause short shots or incomplete filling of the mold cavity, while excessive pressure can lead to flash or damage to the mold.
Injection Speed: The speed at which material is injected into the mold impacts the flow and cooling dynamics. High injection speeds may trap air within the mold, causing burn marks, while low speeds can lead to flow lines or incomplete filling.
Design-Related Causes
Product and mold design are important factors in the success of the injection molding process. Poor design choices can lead to a variety of defects, impacting both the structural integrity and aesthetic quality of the molded part.
Wall Thickness: Uneven or excessively thick walls can cause defects such as sink marks, warping, or voids. For example, parts with inconsistent wall thickness may cool unevenly, leading to residual stresses and dimensional inaccuracies.
Rib Design: Improper rib placement or dimensions can result in defects like sink marks or weld lines. Ribs that are too thick relative to the surrounding walls can create localized shrinkage, causing surface imperfections and weakened structural areas.
Gate Location: The placement of gates in the mold affects the flow of molten material. Poorly positioned gates can lead to defects such as flow lines, air traps, or incomplete filling. Researchers have argued that gate location is one of the most important considerations for minimizing wastage and energy costs and consequently increasing sustainability.[3]
Recommended reading: What are injection mold sprues, runners, and gates?
Identifying, Diagnosing, and Predicting Defects
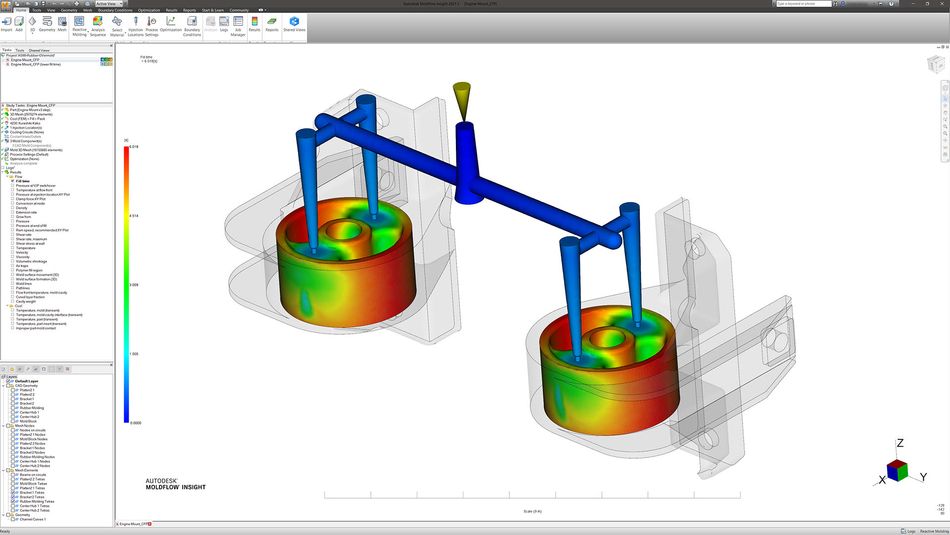 Flow simulation tools like Autodesk Moldflow can prevent defects (image credit: Autodesk)Visual Inspection
Flow simulation tools like Autodesk Moldflow can prevent defects (image credit: Autodesk)Visual Inspection
Visual inspection is a fundamental step in identifying defects in molded parts. By systematically examining parts after production, manufacturers can detect and address quality issues early.
Examine Surface Quality: Look for visible imperfections such as sink marks, burn marks, or flash. These defects often indicate problems with material flow, temperature, or mold clamping.
Check for Dimensional Accuracy: Measure critical dimensions to detect warping, short shots, or shrinkage. Variances in size can compromise the fit and functionality of the part.
Inspect Weld and Flow Lines: Observe areas where material flows meet or change direction. Flow lines may appear as streaks or discolorations, while weld lines can signal weakened structural points.
Assess Overall Consistency: Compare parts from the same production run to identify variations. Inconsistent quality across parts can highlight issues with process parameters or mold design.
Advanced Diagnostic Tools
Advanced diagnostic tools play a crucial role in identifying and analyzing defects in injection molding processes (or predicting them in advance). These technologies provide deeper insights into the root causes of defects, enabling manufacturers to make informed adjustments and improve quality.
Tool | Description | Benefits | Limitations |
Thermal Imaging | Detects temperature variations across the molded part and within the mold during the injection process. Identifies areas prone to uneven cooling (e.g., warping, sink marks). | Non-invasive Real-time analysis Easy identification of thermal inconsistencies | Limited detection of internal defects Cannot identify material-related issues |
X-ray Inspection | Examines the internal structure of molded parts, detecting voids, inclusions, or incomplete filling not visible externally. | High precision Assesses material integrity | High cost Requires specialized equipment and expertise |
Flow Simulation Software | Models the flow of molten material within the mold, predicting issues like air traps, weld lines, or improper filling. Optimizes mold design and process parameters. | Prevents defects proactively Reduces costly trial-and-error processes | Requires accurate input data Demands significant computational resources |
Material Quality Assurance Checklist
Prevention of injection molding defects largely comes down to skilled part design and machine operation. However, choosing the right materials and ensuring their proper handling can also help to prevent injection molding defects. Material properties such as viscosity, thermal stability, and moisture absorption can significantly impact the quality of molded parts.
Some best practices when obtaining and handling materials for injection molding include:
Verify material certification and supplier quality standards.
Inspect raw materials for signs of contamination, discoloration, or damage.
Test moisture content before processing and ensure it meets the manufacturer’s specifications.
Conduct small-scale trial runs to confirm material performance under intended processing conditions. Adhering to these practices helps ensure material integrity and minimizes the likelihood of defects during injection molding.
Conclusion
Effectively managing injection molding defects requires an understanding of their causes and the proactive implementation of preventive measures. Manufacturers can enhance product quality by selecting the appropriate materials, optimizing injection molding processes, and designing molds thoughtfully. These efforts not only minimize production costs but also ensure the reliability and consistency of molded parts.
Recommended reading: 3D printing vs injection molding: process, materials, applications
Frequently Asked Questions (FAQs)
Q: What are the most common injection molding defects?
A: Common defects in injection molded parts include sink marks, warping, short shots, flash, burn marks, and flow lines. Each arises from different factors such as material properties, processing conditions, or mold design.
Q: How does material selection impact defect prevention?
A: Material properties such as moisture absorption, thermal stability, and viscosity significantly affect defect risks. Selecting materials suited to the application and process conditions is essential for defect prevention.
Q: What role does process monitoring play in reducing defects?
A: Process monitoring helps detect anomalies in real time, ensuring consistent quality. Tracking parameters such as temperature, pressure, and cooling rates allows for early adjustments to avoid defects.
Q: Can flow simulation software help prevent defects?
A: Yes, flow simulation software models the material's behavior within the mold, predicting potential issues like air traps, weld lines, or incomplete filling. This helps optimize mold design and processing parameters.
Q: Why is mold design critical to defect prevention?
A: Mold design determines how material flows, cools, and solidifies. Features like gate placement, wall thickness, and rib design directly impact defect risks and product quality.
References
[1] Chen YM, Liu JJ. Cost-effective design for injection molding. Robotics and computer-integrated manufacturing. 1999 Feb 1;15(1):1-21.
[2] Gruber DP, Berger G, Pacher G, Friesenbichler W. Novel approach to the measurement of the visual perceptibility of sink marks on injection molding parts. Polymer testing. 2011 Sep 1;30(6):651-6.
[2] Huszar M, Belblidia F, Davies HM, Arnold C, Bould D, Sienz . Sustainable injection moulding: The impact of materials selection and gate location on part warpage and injection pressure. Sustainable Materials and Technologies. 2015 Sep 1;5:1-8.
Table of Contents
What Are Injection Molding Defects?Common Types of Injection Molding DefectsSink MarksWarpingShort ShotsFlashBurn MarksFlow LinesDelaminationJettingVoidsKnit LinesRoot Causes of Injection Molding DefectsMaterial-Related CausesProcess-Related CausesDesign-Related CausesIdentifying, Diagnosing, and Predicting DefectsFlow simulation tools like Autodesk Moldflow can prevent defects (image credit: Autodesk)Visual InspectionAdvanced Diagnostic Tools