Positive vs. Negative Photoresist: A Comprehensive Guide to Photolithography in Semiconductor Fabrication
Photoresist, a light-sensitive material, is essential in photolithography for transferring intricate circuit patterns onto semiconductor wafers. This article explores positive vs. negative photoresists, detailing their chemical mechanisms, processing parameters, and performance traits.

30 Oct, 2024. 15 minutes read

Introduction
In the rapidly evolving landscape of semiconductor technology, the ability to fabricate ever-smaller and more complex devices is paramount. At the heart of this precision manufacturing process lies photolithography, a technique that utilizes photoresists—photosensitive polymers that transfer intricate circuit patterns onto substrates. These patterns are crucial for subsequent etching processes that define the final device architecture.
Understanding the distinctions between positive and negative photoresists is essential for optimizing these processes, as each type offers unique advantages and challenges. Positive resists, known for their high resolution and excellent adhesion properties, allow for the creation of detailed patterns, while negative resists provide robustness and the ability to support thicker films. The choice of photoresist significantly impacts both resolution and accuracy and the effectiveness of the developer solution used in the development stage.
As the semiconductor industry strives to achieve node sizes below 5nm, mastering the intricacies of these materials is vital. This deep dive into the technical nuances of positive and negative photoresists will equip process engineers and semiconductor professionals with the knowledge to enhance photolithographic performance and ensure successful fabrication in advanced manufacturing environments.
The Critical Role of Photoresists in Semiconductor Fabrication
Photoresists are fundamental to modern semiconductor fabrication, serving as the linchpin for transferring intricate circuit patterns onto silicon wafers through photolithography. These photosensitive materials, which can be classified as either positive or negative, play a crucial role in determining the resolution, accuracy, and efficiency of microelectronic device production, including the development of advanced circuit boards. The global semiconductor industry, valued at over $500 billion, heavily relies on the strategic selection and optimization of photoresist materials to meet increasingly demanding node sizes below 5nm.
Positive photoresists become soluble in exposed areas when exposed to UV light, a process driven by polymer chain scission. This chemical transformation allows developers to easily remove the unexposed areas during the development process. The result is a high-resolution pattern that can be effectively used in subsequent etching steps to define the final features of the device.
In contrast, negative photoresists undergo cross-linking upon exposure to UV light, which renders the exposed regions insoluble in the developer solution. This unique chemical structure provides robustness and the ability to support thicker films, making negative resists ideal for applications that require enhanced adhesion and structural integrity.
The differences in how these two types of photoresists respond to light and solvents create distinct processing windows, resolution capabilities, and manufacturing requirements. Understanding these technical distinctions is essential for optimizing photolithographic processes in advanced semiconductor manufacturing, ensuring that both positive and negative photoresists are used effectively to achieve desired outcomes in microelectronic device fabrication.
Recommended reading: Silicon Semiconductor: A Comprehensive Guide to Silicon and its Use in Semiconductor Technology
Chemical Composition: Understanding the Building Blocks
The chemical structure of photoresists dictates how they respond to exposure. When subjected to UV light, positive photoresists undergo polymer chain scission in the exposed areas, leading to increased solubility in the developer solution. This process allows for the effective removal of unexposed areas, resulting in high-resolution patterns suitable for precise microfabrication on circuit boards.
In contrast, negative photoresists, such as those utilizing polyisoprene, react differently. Upon exposure to UV light or e-beam radiation, these materials experience cross-linking, which renders the exposed regions insoluble in the developer solution. This negative-tone response creates a robust structure that is ideal for applications requiring thick films and high aspect ratios.
These fundamental differences in photochemical behavior significantly impact the processing windows and resolution capabilities of both types of photoresists, underscoring the importance of understanding their chemical composition in optimizing photolithographic processes for advanced semiconductor manufacturing.
Recommended reading: A new type of photoresist enables 3D printing of the smallest porous structures
Molecular Structure and Photochemistry
The molecular architecture of photoresists is fundamental to their performance in semiconductor fabrication. These materials typically consist of high-molecular-weight polymers (15,000-100,000 g/mol) combined with photoactive compounds (PACs), which are key to their photosensitivity. Positive photoresists often employ novolac resins with diazonaphthoquinone (DNQ) as the PAC, while negative photoresists may utilize polymers such as polyisoprene or PMMA (poly(methyl methacrylate)).
The photochemical mechanisms differ fundamentally:
Positive Resist Reaction: A Simple Breakdown
The positive resist reaction is an important process in photolithography, especially in making semiconductors. Here’s a simpler explanation of how it works:
Initial Reaction (Photoexcitation):
The process begins with a chemical structure represented as R−CH₂−O−CH₂−R, where R stands for different organic groups. When this compound is exposed to light, it gets energized and forms free radicals, which are reactive particles: R−CH₂• and •O−CH₂−R.Radical Reactions:
The free radical R−CH₂• can react with oxygen (O₂) from the air, creating a new radical called a peroxy radical: R−CH₂−O−O•.Chain Scission:
This peroxy radical can lead to chain scission, which means breaking chemical bonds in the polymer. This step is crucial because it changes the properties of the resist material, allowing some areas to be removed during the development process.Creating Patterns:
This reaction is key for making precise patterns on semiconductor wafers. By selectively modifying the polymer based on where the light hits, it enables the formation of tiny features at the nanoscale, which are essential for modern electronics.
Recommended reading: Semiconductor Fabrication Process: The Ultimate Guide to Creating Cutting-Edge Electronics
Negative Resist Reaction: A Simple Breakdown
The negative resist reaction is an important process in photolithography, especially for certain photoresists used in semiconductor manufacturing. Here’s a simpler explanation of how it works:
Initial Reaction (Photoexcitation):
The process starts with a compound that has a double bond structure, represented as R−CH=CH−R′. When this compound is exposed to light, it gets energized and forms free radicals, which are reactive particles: R−CH• and CH•−R′. This step involves breaking the double bond.Cross-Linking Reaction:
The free radicals can then react with other similar compounds, creating new bonds and forming a cross-linked network. This means the polymer chains connect to each other, resulting in a three-dimensional structure.Implications for Development:
In negative resist systems, the areas exposed to light become insoluble during the development process, while the unexposed areas can be washed away. This is the opposite of positive resists, where the exposed areas dissolve.
This negative resist reaction is crucial for creating high-resolution patterns in the lithographic process, enabling the fabrication of intricate designs on semiconductor devices and microelectronic components. The cross-linked structure enhances the resist’s strength and thermal stability.
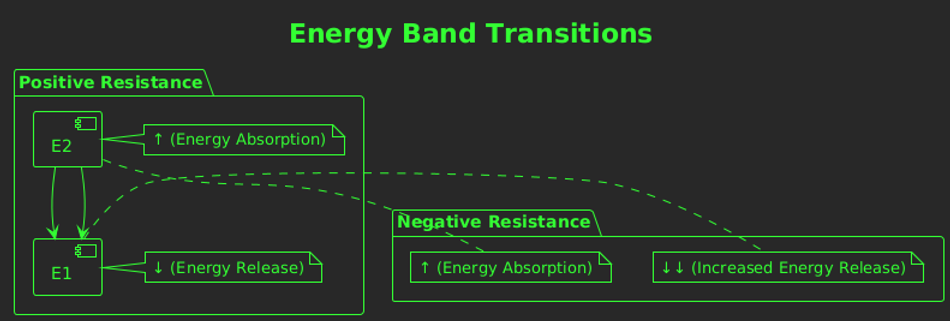
Energy Band Transitions in Positive and Negative Resistance Systems
Energy band transitions play a crucial role in understanding the behavior of electronic materials. These transitions can follow distinct pathways depending on whether the material exhibits positive or negative resistance characteristics.
Positive Resistance:
In systems with positive resistance, the transition from a higher energy level (E2) to a lower energy level (E1) typically involves energy absorption and release. In the image below the upward arrow (↑) signifies the absorption of energy, while the downward arrow (↓) indicates energy release as electrons move to a more stable state. This pathway generally leads to stable current-voltage characteristics, where an increase in voltage results in a proportional increase in current.
Negative Resistance:
Conversely, in negative resistance systems, the same transition from E2 to E1 allows for a different dynamic. The upward arrow (↑) still represents energy absorption, but the presence of two downward arrows (↓↓) suggests that electrons can release energy at a higher rate. This phenomenon can lead to conditions where an increase in voltage may actually result in an increase in current, resulting in unstable behavior. Negative resistance is often exploited in oscillators and amplifiers.
Property | Positive Photoresist | Negative Photoresist |
Base Polymer | Novolac (Mw: 15-25k) | Polyisoprene (Mw: 50-100k) |
PAC Type | DNQ-based | Azide or Cinnamate |
Quantum Yield | 0.2-0.3 | 0.5-0.7 |
Cross-link Density | N/A | 60-80% |
Glass Transition | 110-120°C | 150-180°C |
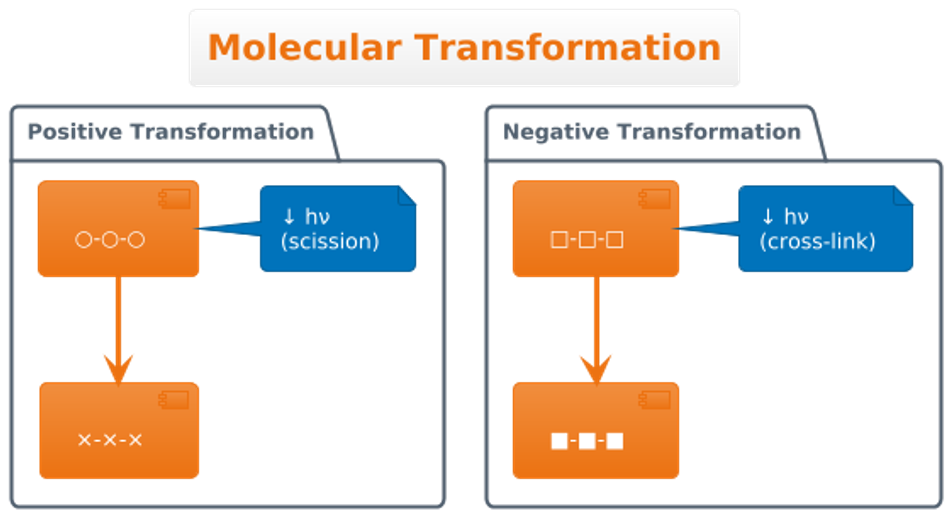
Molecular Transformation Overview
Molecular transformations can occur in both positive and negative pathways, each involving distinct mechanisms and outcomes.
Positive Transformation (Scission):
In the positive transformation, represented by the reaction:
Reactant: −[○−○−○]−-[○-○-○]-−[○−○−○]−
Product: −[×−×−×]−-[×-×-×]-−[×−×−×]−
This process involves the absorption of energy (hν) leading to scission, where chemical bonds within the reactant are broken. The result is the formation of smaller molecular fragments, which can be critical in various applications, such as polymer degradation or controlled synthesis of smaller molecules.
Negative Transformation (Cross-linking):
In the negative transformation, represented by the reaction:
Reactant: −[□−□−□]−-[□-□-□]-−[□−□−□]−
Product: −[■−■−■]−-[■-■-■]-−[■−■−■]−
Here, energy (hν) is absorbed, promoting cross-linking between molecules. This process leads to the formation of larger, interconnected structures. Cross-linking is essential in creating durable materials, enhancing mechanical properties, and in various applications such as adhesives and coatings.
Process Engineering Parameters: Exposure and Development Dynamics
The exposure sensitivity of photoresists, which are light-sensitive materials used in microfluidic applications, follows the Dill exposure model. This model describes how the absorption coefficient, denoted as α(t), varies with the exposure dose, represented as E(t):
dM(t)/dt = -I(t)C[M(t)]
In this equation:
M(t) represents the concentration of the photoactive compound within the photoresist layer.
I(t) denotes the incident light intensity.
Positive resists typically require exposure doses ranging from 50 to 150 mJ/cm², while negative resists necessitate higher doses of 200 to 400 mJ/cm² due to their cross-linking requirements. The polarity of the resist material determines how it reacts to light exposure, which influences the lift-off process.
The development rate, R, of the photoresist developer, can be modeled using the enhanced Mack model:
R(M) = R_max * ((a + 1)(M/M_th)^n) / (a + (M/M_th)^n)
In this formula:
R_max represents the maximum development rate.
M_th is the threshold concentration.
n reflects the selectivity of the developer.
This model helps optimize the development process for varying concentrations of photopolymers, ensuring effective patterning in microfluidic devices.
Parameter | Positive Resist | Negative Resist |
Exposure Wavelength | 248-365nm | 365-436nm |
Sensitivity | 100 mJ/cm² | 300 mJ/cm² |
Development Rate | 150-200 nm/s | 50-100 nm/s |
Contrast (γ) | 2.5-3.5 | 1.5-2.5 |
Dark Loss | 5-10 nm/min | 1-3 nm/min |
Process Profile Development: Positive vs. Negative Photoresists
Positive Photoresist:
Initial State: The photoresist layer is uniformly coated with a light-sensitive material, creating a consistent baseline structure.
Exposed State: When exposed to light (such as UV or X-ray), the regions of the photoresist that receive exposure become soluble in the photoresist developer. This results in the removal of these exposed areas, leaving behind a patterned structure that defines the desired microfluidic design. The unexposed regions remain intact, showcasing the polarity of the resist material, which dictates how the photoresist interacts with light.
Negative Photoresist:
Initial State: Similar to positive resists, the initial state consists of a uniformly coated photoresist layer of a light-sensitive material.
Exposed State: In contrast, when this resist is exposed to light (or X-ray), the exposed areas undergo cross-linking, making them less soluble. The photoresist developer then removes the unexposed regions, leaving behind a solidified structure that retains the pattern created during exposure. This behavior allows for the creation of robust features suitable for various applications, including microfluidics.
Both positive and negative photoresists utilize photopolymers and demonstrate distinct characteristics based on their chemical composition and the specific application requirements, making them essential materials in fabricating intricate microfluidic devices.
The dissolution kinetics of photoresists are described by a modified Williams-Watts function, which can be expressed as:
phi(t) = exp[-(t/τ)^(β)]
In this equation:
τ represents the characteristic dissolution time, indicating how quickly the material dissolves.
β is the stretching parameter, with values ranging from 0.3 to 0.7 for positive resists and 0.8 to 0.95 for negative resists. This parameter affects the shape of the dissolution curve, reflecting the differing kinetics of the two types of resists.
This model provides valuable insight into the dynamic behavior of the dissolution process, facilitating optimization for various applications.
Performance Optimization: Resolution and Process Window in Photolithography
In photolithography, achieving precise patterns requires careful resolution optimization and the process window. These factors are central to creating well-defined, reliable features on microchips and other nanostructures. The interaction of these elements is especially evident when comparing positive and negative photoresists, each with unique strengths and trade-offs in pattern fidelity, exposure latitude, and depth of focus.
Resolution: Capturing Fine Details
Resolution refers to the photolithography system’s ability to create fine, distinct features on a substrate. Positive and negative photoresists differ significantly in their resolution capabilities. Positive resists achieve feature sizes as small as 20 nm, making them ideal for highly detailed, small-scale patterns. By contrast, negative resists generally resolve to 40 nm, making them more suitable for larger or less intricate patterns.
Example: In creating circuits with dense transistor arrays, positive resists are often chosen due to their finer resolution. Negative resists, while less capable of ultra-fine resolution, may be preferred for features requiring durability over precision, such as thick films or large contact areas.
The contrast curve (γ) further illustrates the performance differences, with positive resists typically exhibiting higher contrast values (γ = 0.3–0.5) compared to negative resists (γ = 0.1–0.3). A higher contrast means sharper pattern edges, which translates into more accurate pattern fidelity—a critical factor in maintaining integrity for miniaturized components.
Process Window: Balancing Exposure and Depth of Focus
The process window defines the range of conditions—such as exposure dose and depth of focus (DOF)—within which a photolithographic process can produce acceptable results. An ideal process window is broad enough to tolerate minor variations in exposure and focus, which enhances process stability and yield.
Exposure Dose (mJ/cm²): The exposure dose, represented on the vertical axis of the Process Window Analysis chart, measures the energy required to expose the photoresist adequately. Positive resists generally require a dose between 100–150 mJ/cm², while negative resists demand a higher dose, around 300–400 mJ/cm², to reach optimal exposure. This difference in exposure needs reflects the chemical composition and light sensitivity of each resist type.
Example: In fine-line photolithography for microprocessor fabrication, positive resists are often preferred due to their lower exposure dose requirements, which facilitate energy-efficient patterning. Negative resists, on the other hand, may be selected in applications where thicker or more robust patterns are necessary, despite the need for higher exposure energy.
Depth of Focus (DOF, µm): The depth of focus, displayed on the horizontal axis, refers to the range over which the imaging system maintains an adequately sharp focus. Negative resists offer a broader DOF, around 1.2 µm, allowing for greater tolerance in the imaging plane. Positive resists, however, typically work within a narrower DOF of 0.5 µm, limiting process flexibility but supporting higher precision.
Example: For photomasks requiring high-aspect-ratio structures, negative resists provide a wider DOF, accommodating variations in topography. Positive resists, with their narrower DOF, are advantageous in planar applications where fine detail is essential and surface variation is minimal.
Process Window Analysis: A Graphical Comparison Tool
The Process Window Analysis tool visually represents the interplay between exposure dose and DOF for positive and negative resists. By plotting exposure dose on the vertical axis and DOF on the horizontal axis, it allows engineers to identify and compare optimal operating conditions for each resist type.
Optimal Regions: In the analysis chart, regions within the acceptable exposure dose and DOF range are marked as viable "process windows." For instance, positive resists typically fall within the 100–150 mJ/cm² exposure range and a DOF of 0.5 µm, while negative resists operate best within 300–400 mJ/cm² exposure and a 1.2 µm DOF. These regions help in selecting the appropriate resist based on patterning requirements.
Balancing Trade-offs: The graphical comparison enables process engineers to make informed decisions about resist selection and process parameters. Choosing between positive and negative resists involves balancing trade-offs: positive resists offer superior resolution and pattern fidelity at a lower exposure dose, while negative resists provide a wider DOF and greater tolerance in exposure latitude, making them more adaptable to varying process conditions.
Through careful evaluation of the process window, engineers can select the optimal resist type and parameters for specific applications, ensuring high yield, precision, and durability in photolithographic patterning.
Parameter | Positive Resist | Negative Resist |
Minimum Feature Size (nm) | 20 | 40 |
Exposure Latitude (mJ/cm²) | 100-150 | 300-400 |
Depth of Focus (µm) | 0.5 | 1.2 |
Contrast (γ) | 0.3-0.5 | 0.1-0.3 |
Film Thickness (µm) | 1.2 | 1.5 |
Critical dimension control requires maintaining exposure dose variations within ±5% for positive resists and ±10% for negative resists. The process window optimization involves careful control of development time, temperature (21±0.5°C), and humidity (45±5% RH) to achieve consistent feature resolution.
Manufacturing Implementation: Process Integration and Control
The processing of photoresist in semiconductor manufacturing requires precisely defined equipment specifications and adherence to stringent environmental conditions. Optimal results necessitate a manufacturing line operating within a Class 100 cleanroom, where temperature is maintained at 20-25°C and humidity is controlled between 30-60%.
Key equipment includes:
Spin Coaters: These machines are essential for applying a uniform layer of photoresist onto semiconductor wafers. Operating at speeds ranging from 2000 to 8000 RPM, spin coaters ensure that the photoresist is evenly distributed across the wafer surface. For example, a spin coater operating at 4000 RPM can achieve a uniform coating thickness that is critical for subsequent lithography steps.
Mask Aligners: These devices are used to transfer circuit patterns onto the photoresist layer. Capable of utilizing wavelengths between 365 and 405 nm, mask aligners expose the photoresist to light in a controlled manner. For instance, a mask aligner that employs a 365 nm wavelength can effectively expose photoresist formulations that are sensitive to this range, ensuring high-resolution patterning.
Temperature-Controlled Hot Plates: Hot plates play a crucial role in the post-coating process, ensuring that the photoresist is cured at a precise temperature. Maintaining a temperature within ±1°C is vital for achieving optimal film properties. An example is a hot plate set to 90°C for soft baking the photoresist, which enhances adhesion and reduces solvent content prior to exposure.
Process control monitoring focuses on five critical parameters:
Wafer Preparation: This step involves cleaning and preparing the wafer surface to ensure proper adhesion of the photoresist. Effective cleaning removes contaminants, which can include organic residues or particles from prior processing steps.
Coating Uniformity: Achieving a uniform coating of photoresist is essential for consistent exposure and development. Variations in thickness can lead to defects in the final pattern. For example, using a spin coater that provides consistent rotation speed and acceleration helps achieve the desired uniformity.
Exposure Dose Measurement: Accurate measurement of the exposure dose is critical for controlling the chemical reactions in the photoresist. Too little exposure can result in incomplete pattern development, while excessive exposure can cause unwanted effects. Utilizing photodiodes to measure light intensity can ensure that the exposure dose meets predefined specifications.
Development Monitoring: This involves observing the development process to ensure that the photoresist is removed properly, revealing the desired patterns. Real-time monitoring can be conducted using optical inspection tools to verify the progress of the development process.
Final Inspection: After the development process, a thorough inspection is conducted to assess the quality of the patterned photoresist. Techniques such as scanning electron microscopy (SEM) may be employed to evaluate critical dimensions and identify any defects.
Quality assurance standards dictate that surface roughness remains below 1 nm, and film thickness variations are limited to ±5%. Critical dimension tolerances are maintained within ±10%, overlay accuracy is targeted below 30 nm, and defect density is kept below 1/cm².
Statistical process control (SPC) is utilized with ±3 sigma control limits on essential parameters. This approach ensures that variations are kept within acceptable limits, maintaining a process capability index (Cp) of at least 1.33. For example, if the Cp is calculated to be 1.5, this indicates a well-controlled process with minimal variation.
The manufacturing line adheres to rigorous defect rate targets of less than 1% per lot. Continuous monitoring and adaptive adjustment protocols are in place to maintain high standards of quality and efficiency throughout the manufacturing process. This comprehensive approach ensures that each step is meticulously controlled, resulting in reliable and consistent semiconductor devices.
Implementation Parameter | Positive Photoresist | Negative Photoresist |
Base Material | Novolac resin | Polyisoprene |
Processing Steps | Spin coat, expose, develop | Spin coat, expose, develop, post-bake |
Equipment Requirements | Spin coater, exposure tool | Spin coater, exposure tool, post-bake station |
Environmental Controls | Class 100, 20-25°C, 30-60% RH | Class 100, 20-25°C, 30-60% RH |
Critical Parameters | CD tolerance ±10%, thickness ±5% | CD tolerance ±15%, thickness ±7% |
Conclusion
The differences between positive and negative photoresists are significant and affect various critical parameters in photolithography, including resolution capabilities, process windows, and overall manufacturing requirements. Positive photoresists excel in achieving finer features, with minimum resolution down to 20 nm, and demonstrate superior contrast characteristics (γ = 0.3–0.5), making them ideal for advanced node semiconductor manufacturing, particularly below 45 nm. Their lower exposure dose requirements (100–150 mJ/cm²) and narrower depth of focus (0.5 µm) support precise pattern fidelity.
On the other hand, negative photoresists, while resolving to 40 nm, offer broader process windows with a depth of focus of 1.2 µm and require higher exposure doses (300–400 mJ/cm²). They are particularly suited for applications where durability is critical, such as thick films, high aspect ratios, and enhanced chemical resistance in MEMS fabrication and packaging. When selecting a resist, manufacturers should prioritize resolution needs, process integration complexity, and environmental stability to achieve optimal results in their specific applications.
Frequently Asked Questions
Q: What causes resist thickness variations during spin coating, and how can they be minimized? A: Thickness variations primarily result from viscosity fluctuations and environmental instabilities. Optimize spin speed ramping (100-500 rpm/s), maintain consistent temperature (21±1°C), and implement dynamic dispense systems. Monitor relative humidity and use HMDS primers to ensure uniform adhesion.
Q: How do you troubleshoot pattern collapse in high-aspect-ratio features? A: Pattern collapse typically occurs due to capillary forces during development. Implement surface tension reduction techniques through IPA vapor drying, critical point drying, or use surfactant-enhanced developers. Optimize aspect ratios to remain below 5:1 for positive resists and 3:1 for negative resists.
Q: What are the key considerations for optimizing exposure dose in deep-UV applications? A: Deep-UV exposure optimization requires careful consideration of standing wave effects, bulk absorption, and acid diffusion lengths. Implement bottom anti-reflective coatings (BARCs), optimize post-exposure bake conditions (90-120°C), and utilize dose mapping techniques with focus-exposure matrices.
Q: How does one optimize development endpoints for critical dimension control? A: Development endpoint detection requires monitoring dissolution rates through interferometric techniques. Implement real-time monitoring systems, maintain developer temperature within ±0.5°C, and utilize development rate monitors (DRMs) for process control.
Q: What strategies exist for managing resist aging effects in high-volume manufacturing? A: Resist aging manifests through chemical stability changes and sensitivity drift. Implement nitrogen-purged storage systems, maintain temperature at 5±2°C, and establish maximum queue time limits (typically 4-8 hours post-coating). Monitor contrast curves weekly for early detection of degradation.
Q: How can cross-linking density be optimized in negative resists for enhanced pattern fidelity? A: Cross-linking optimization involves balancing exposure dose, post-exposure bake conditions, and development parameters. Monitor gel fraction through dissolution rate analysis, maintain post-exposure bake temperature uniformity within ±1°C, and implement step-wise baking profiles.
Q: What are the critical parameters for achieving sub-30nm resolution in positive resists? A: Sub-30nm resolution requires precise control of acid diffusion length, pattern collapse prevention, and development kinetics. Utilize high-contrast resists (γ > 10), implement chill plates for temperature control, and optimize rinse procedures with surfactant-enhanced solutions.
Reference
Alfa Chemistry, “Semiconductor Photoresists,” 2024. [Online]. Available: https://www.alfa-chemistry.com/photoresist/semiconductor-photoresists.html. [Accessed: 28-Oct-2024].
MicroChemicals, “Exposure of Photoresists,” 2024. [Online]. Available: https://www.microchemicals.com/dokumente/application_notes/exposure_photoresist.pdf. [Accessed: 28-Oct-2024].
Silicon VLSI, “Photoresist in Semiconductor Manufacturing,” 2024. [Online]. Available: https://siliconvlsi.com/photoresist-in-semiconductor-manufacturing/. [Accessed: 28-Oct-2024].
A-GAS Electronic Material, “What is Positive Photoresist? Your FAQs Answered,” 2024. [Online]. Available: https://www.agasem.com/news-and-insights/what-is-positive-photoresist-your-faqs-answered/. [Accessed: 28-Oct-2024].
Fiveable, “Negative Photoresist,” 2024. [Online]. Available: https://library.fiveable.me/key-terms/micro-and-nano-electromechanical-systems/negative-photoresist. [Accessed: 28-Oct-2024].
Micro Si, “The Difference Between Positive and Negative Photoresist,” 2024. [Online]. Available: https://www.microsi.com/blog/the-difference-between-positive-and-negative-photoresist/. [Accessed: 28-Oct-2024].
NanoHUB, “Introduction to Semiconductor Fundamentals,” 2020. [Online]. Available: https://nanohub.org/courses/SFUN/2020x/asset/30617. [Accessed: 28-Oct-2024].
LibreTexts, “Band Theory of Semiconductors,” 2024. [Online]. Available: https://eng.libretexts.org/Bookshelves/Materials_Science/Supplemental_Modules_(Materials_Science)/Semiconductors/Band_Theory_of_Semiconductors. [Accessed: 28-Oct-2024].
in this article
1. Introduction2. The Critical Role of Photoresists in Semiconductor Fabrication3. Chemical Composition: Understanding the Building Blocks4. Process Engineering Parameters: Exposure and Development Dynamics5. Performance Optimization: Resolution and Process Window in Photolithography6. Conclusion7. Frequently Asked Questions8. Reference