The Comprehensive Guide to Surface Finish Techniques, Standards and Applications
From current standards to overcoming obstacles, this article offers a comprehensive understanding of the vital concept and its role in achieving desired quality and aesthetics in various industries.

23 Jun, 2023. 13 minutes read

A worker is painting metal sheets to smoothen out and protect the inner surface from oxidizing.
1. Introduction
Surface finish, a vital concept in many industries, refers to the ultimate quality and characteristics of an object's exterior layer. It plays an integral role in the functionality and aesthetic of the finished product. This article will explore various aspects of surface finish, from its significance to various techniques employed to accomplish the desired surface finish. We will further explore the current standards that have been followed and the wide-ranging applications of surface coatings in greater depth. In addition to discussing the obstacles involved in attaining the desired surface finish, this article strives to provide you with a comprehensive understanding of the subject of surface finish.
2. Comprehending the Idea of Surface Finish
Surface finish is a term that defines the texture, roughness, and other physical characteristics of a surface. It's not only a matter of aesthetics, but also a functional characteristic that has a significant impact on how a product interacts with its surroundings and other components. The standard method for measuring surface finish includes parameters like roughness average (Ra), root mean square (Rq), maximum height (Rt), mean roughness depth (Rz), as well as maximum roughness (Rmax) and center line average (cla). Ra represents the arithmetic average of the absolute values of the roughness profile ordinates. Ra is measured in microinches, microns or micrometers in accordance with the metric system, with a lower Ra value signifying a smoother surface. A finely polished mirror, for instance, may have a Ra value of less than 10 microinches, while a rough concrete surface may have a Ra value of over 500 microinches.
Rq also known as RMS, is the root mean square roughness, which measures the standard deviation of the Z values (surface heights). This parameter is especially useful when dealing with surfaces that have both peaks and valleys, as it provides a more accurate representation of the surface texture.
Rt represents the total height of the roughness profile, which is the distance between the highest peak and the lowest valley along a given evaluation length. Rt is a useful parameter when calculating the wear and load-bearing characteristics of a surface.
Rz denotes the average maximum height of the roughness profile. This parameter considers the highest and lowest points of the surface texture and provides a more detailed understanding of surface irregularities, as it's less sensitive to outliers than Ra.
Typically, the units of measurement for the surface finish parameters such as Ra, Rq, Rt, and Rz are represented by the symbols m and in which stands for micrometers and microinches, respectively.
2.1 The Need for Surface Finish
The significance of surface finish cannot be emphasized enough. It influences a wide array of product characteristics, including friction, wear resistance, lubrication retention, and low operational noise. A component’s premature failure can be averted with the correct surface finish.
Friction: A smoother surface will have less friction, which will reduce wear and tear, conserve energy, and prolong component life.
Wear Resistance: As a result of the greater contact stresses on the peak of the asperities, rough surfaces tend to experience accelerated surface degradation. A polished gear in a transmission unit will have a longer service life than a rough-surfaced gear.
Lubrication Retention: It is another important aspect influenced by the surface finish. Microscopic valleys in a rough surface can hold lubricant, ensuring constant lubrication between parts and thus reducing wear.
Reduced Noise Level: A smoother surface finish will be silent while operating whereas a rough surface finish tends to create more vibration resulting in increased noise levels.
As evident, surface finish plays a substantial role in enhancing the efficiency and longevity of a wide range of components across diverse industries. Therefore, it is pivotal to maintain high standards of surface finish as per the requirement, be it through manufacturing or post-processing techniques.
2.2 Surface Finish Parameters
Surface finish parameters are mathematical descriptors derived from the deviations of the actual surface from its nominal shape. They quantify the magnitude and distribution of these deviations. Key surface finish parameters include roughness, waviness, and form.
Roughness is the surface texture’s micro irregularities, which typically include the high-frequency, short-wavelength components. It is typically characterized by the vertical deviations from the nominal surface over a brief sampling length. One of the most common parameters for expressing roughness is Ra (average roughness). It quantifies the average absolute value of the vertical deviations from the mean line over one sampling length. A standard machined finish has a Ra of 4in , whereas an ultra-smooth finish, such as a mirror could have an Ra of less than 1in.
Waviness is the more widely spaced component of surface texture. It's generally larger in wavelength and smaller in amplitude than roughness, arising from factors like machine tool chatter, warping, or heat treatment effects. The average waviness height (Wa) is a common measure of waviness. For example, a Wa of 60in may be acceptable for a general industrial component, but precision components like optical lenses may require a Wa of less than 5in.
Form error is the deviation from the perfect geometric shape (like a plane, cylinder, or sphere). The form error is usually the result of factors like tool deflection, machine tool misalignment, or errors in the guiding system of the machine tool. Form errors can often be measured using linear dimensions such as flatness, roundness, cylindricity, or straightness. For example, a high-precision surface plate may have a flatness error of less than 50in, while a general machined surface may have a flatness error of several thousand microinches.
The selection of the appropriate surface finish parameter for a particular application depends on the function of the surface. Understanding these parameters and their implications is crucial for designing and manufacturing effective and reliable products.
3. Techniques Used in Achieving Surface Finish
A variety of techniques are employed in the industry to accomplish the intended surface finish on manufactured parts. These methods range from conventional mechanical processes to cutting-edge non-contact techniques. The material, geometry, functional requirements, and production volume of the component determine the suitable technique.
3.1 Mechanical Techniques
Mechanical surface finishing techniques involve the removal of material from the surface of a part by mechanical means. This includes processes such as grinding, polishing, honing, and lapping. All these processes can be performed either manually in hand by a machinist or automatically through CNC Machining.
Grinding is a machining process that uses an abrasive wheel as the cutting tool. It's typically used for finishing workpieces that require smooth surfaces and high precision. A cylindrical grinding can achieve a surface finish of around 4in Ra, and surface grinding can achieve around 2in Ra.

Polishing involves using a soft cloth wheel with a fine abrasive slurry to remove a thin layer from the surface of a part. This is a common finishing process for jewelry, decorative hardware, and other aesthetic parts. Mechanical polishing can produce a mirror finish with an Ra of less than 1in.

Honing and lapping are abrasive processes used for precision applications. Honing uses a rotating tool with abrasive particles to remove material from the internal surface of cylinders. Lapping uses a lapping plate and abrasive slurry to produce extremely smooth and flat surfaces. These processes can achieve surface finishes better than 1 in Ra.
These mechanical techniques have the advantage of being well-established, versatile, and capable of achieving high-quality finishes. However, they also require skilled operators and can generate significant amounts of heat and mechanical stress, which may not be suitable for delicate or heat-sensitive parts.
3.2 Chemical Techniques
Chemical techniques for surface finishing involve reactions that either add to or take away material from the surface of the part. These methods include electroplating, electropolishing, chemical etching, and chemical polishing.
Electroplating involves depositing a thin layer of metal onto a surface via an electrochemical process. This not only enhances the part's appearance but also provides a measure of corrosion resistance. Electroplated finishes can range in roughness, depending on the process parameters and the type of plating material. For example, gold plating is often used in the electronics industry due to its superior electrical conductivity and resistance to oxidation.

Electropolishing is essentially a reversed electroplating process. It is a selective material removal process from a metal part's surface, leaving it smoother, brighter, and more corrosion-resistant. This process can achieve surface finishes below 1in Ra, depending on the base material and process conditions.
Chemical etching and Chemical polishing are processes that remove material from a part's surface through chemical reactions. In etching, the process is typically used to create patterns or features, while in chemical polishing, the intent is to achieve a smooth, reflective surface. These processes offer a high degree of control over the final surface finish, but may necessitate additional steps to neutralize and dispose of the chemical byproducts properly.
Unlike mechanical methods, chemical techniques don't generate heat or mechanical stress, making them suitable for delicate or complex parts. However, they typically require more process control and safety measures due to the use of potentially hazardous chemicals.
4. Standards in Surface Finish
There are global standards for determining the quality and characterization of surface finish, which facilitates clear and coherent communication between industries. Standards are created by recognized bodies like the International Organization for Standardization (ISO), the American Society for Testing and Materials (ASTM), and the German Institute for Standardization (DIN). These standards help manufacturers, customers, and third-party inspectors to have a common understanding of the surface finish of a product.
4.1 ISO Surface Finish Standards
Among the most widespread and accepted standards are the ISO Surface Finish Standards. The ISO 1302 is particularly important in this regard. It depicts the indication of surface texture in technical product documentation, making it an invaluable tool for engineers and designers worldwide.
The ISO 1302 standard uses the N system of roughness values (Ra)expressed in micrometers. The primary benefit of the standard is its universal acceptance, which makes it easier for industries worldwide to adhere to a uniform system. Furthermore, it provides comprehensive methods of indicating surface texture on drawings, thus ensuring better communication and understanding.
The ISO standards encompass an array of other specific guidelines for surface finish, including ISO 25178 for 3D surface texture. ISO 25178 is particularly useful in the context of additive manufacturing processes, where traditional 2D roughness measurements can be inadequate to fully characterize the complex textures produced. This standard allows for better description and control of these processes, thus ensuring the production of components with the desired functional properties.
Recommended Reading: 10 Most Heat Resistant 3D Printing Materials
4.2 ASME Surface Finish Standards
The American Society of Mechanical Engineers (ASME) provides another set of standards that are influential in the world of surface finishing. An example of such standards is the ASME B46.1, a widely used surface finish standard in the United States.
ASME B46.1 outlines surface texture and the methods of measuring surface roughness. It is typically applied in the manufacturing industry, specifically in machined parts where the surface finish can significantly affect the part's functionality. The ASME B46.1 standard, like the ISO standards, uses the Ra (Roughness Average) parameter for surface roughness, which is specified in microinches or micrometers.
The standard provides guidance on how to analyze surface texture profiles and designates cut-off lengths for different types of machining processes. For instance, the recommended cut-off length for grinding is 0.8mm, while for reaming, it is 0.25mm. This specific guidance aids in attaining the desired surface finish and ensures that parts perform effectively in their applications.
Additionally, it covers both contact and non-contact methods for surface finish measurement. The contact methods involve stylus instruments that trace the surface, while non-contact methods include optical and confocal microscopy. The choice of method depends on several factors such as the surface quality, type of material, and the application of the part.
These ASME standards, alongside the ISO standards, contribute to a unified approach towards maintaining and ensuring quality surface finishes across various manufacturing sectors.
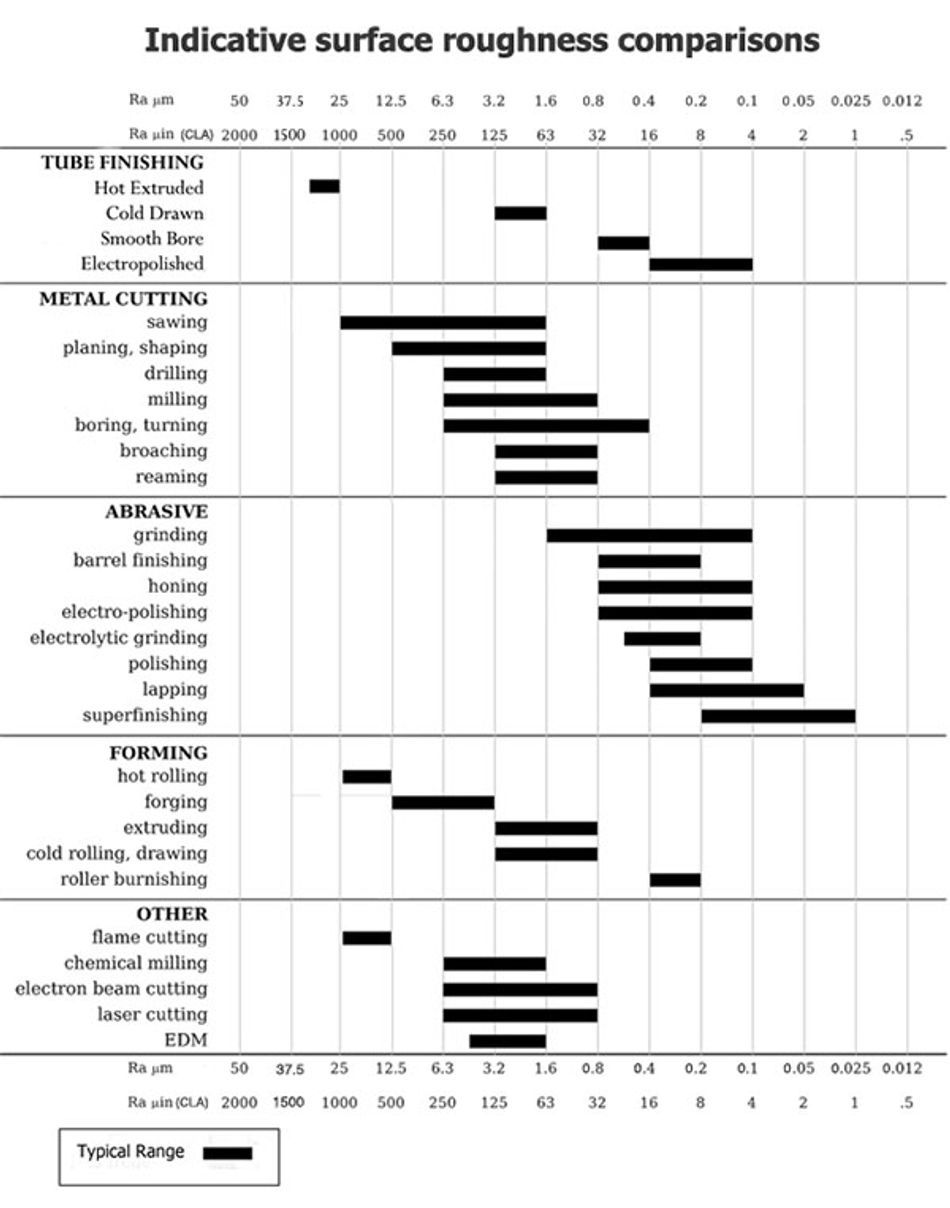
5. Surface Finish Chart
The Surface finish chart will assist you in selecting the appropriate techniques and process as per the required smoothness in the product with respect to its geometry. In addition, roughness parameters help you to understand different surface finishes and their accuracy. A profilometer can be used to measure the roughness of any object to determine its surface profile.
6. Applications of Surface Finish
6.1 Surface Finish in Automotive Sector
The application of surface finish techniques in the automotive industry is of particular importance, impacting the functionality, efficiency, and longevity of automotive components. Specific surface finishes can directly affect the performance of moving parts in an engine or the aesthetic and durability of car bodies.
The engine block, for example, requires a specific degree of roughness in its cylinder walls. This is to ensure a perfect sealing surface for the piston rings while also promoting oil retention for lubrication. To achieve this, a technique called honing is typically used, creating a crosshatch pattern that provides the necessary roughness and oil retention properties. The average surface roughness (Ra) in this application is generally between 15 to 20in.
Car bodies, on the other hand, demand a smooth surface finish, not only for aesthetic appeal but also for aerodynamic performance and resistance to environmental conditions. These surfaces typically undergo sanding and polishing processes after initial painting to achieve high gloss levels and surface evenness. A good car body finish can exhibit an Ra value of less than 10in.
In the case of the powertrain components, such as gears and shafts, a smooth surface finish is paramount. This smoothness helps to reduce friction, wear, and noise during operation. A grinding process usually produces these parts, achieving surface roughness values as low as 6 to 10in. These components often have an additional protective surface coating through a process of cyaniding or nitriding to harden their case to improve their wear resistance, abrasion, and corrosion.
The application of specific surface finishes in the automotive industry exemplifies the profound impact of these techniques on the functionality and efficiency of complex mechanical systems.
Recommended Reading: Next Generation Vehicles Need Safe Human-Machine Interfaces
6.2 Surface Finish in Aerospace Sector
Surface finishing techniques are equally pivotal in the aerospace industry. The performance of aircraft components, their resilience to various stresses, and overall flight safety are significantly influenced by the surface characteristics of the materials used.
For instance, turbine blades in jet engines are typically manufactured from superalloys, and they undergo specific surface treatments to increase their resistance to high temperatures and corrosive environments. A common method used is shot peening, a process that bombards the surface with small spherical shots to create compressive residual stresses. This enhances the fatigue life of the component, as these compressive stresses counteract the tensile stresses experienced during operation. The typical surface roughness achieved after shot peening is around 100in Ra.
In the aerospace industry, it's crucial to maintain strict surface smoothness on the exterior of aircraft to reduce aerodynamic drag and increase fuel efficiency. These surfaces often undergo polishing processes to achieve the desired finish, with typical surface roughness values less than 20in Ra.
Aerospace components that require high strength and wear resistance, such as landing gear, are often manufactured from steel and subsequently hard chrome plated. The hard chrome plating provides a hard, wear-resistant surface with low friction coefficients. The process also provides a certain degree of surface roughness, typically between 16 to 64in Ra, which assists in the retention of lubricants and helps extend the life of the components.
The importance of surface finish in the aerospace industry cannot be understated. Each aircraft component requires a specific surface finish to enhance its performance, resist various operating conditions, and ensure the safety and efficiency of the aircraft.
Recommended Reading: From Jet Engines to Satellite 3D Printing and Aerospace
7. Challenges in Achieving Desired Surface Finish
Achieving a desired surface finish is often a complex and intricate process that comes with several challenges. One of the key challenges is related to the material properties. Harder materials require more energy to remove, and the process can induce unwanted surface deformations or defects. This necessitates careful process control and sometimes the use of specific mechanical or chemical methods. For example, hardened steel with a hardness of 62 HRC might necessitate the use of grinding instead of machining to achieve a surface roughness below 10 in Ra.
Another challenge is maintaining consistency of surface finish across large batches of components. This often requires precise process control and monitoring. An aberration of just a few microinches in roughness can affect the performance of a component, such as a seal in a hydraulic system, which can lead to leaks if the surface finish is too rough.
Tight tolerances on surface finish further exacerbate the complexity. In many industries, there are strict standards that dictate the permissible range of surface roughness. For instance, in precision bearings used in aerospace applications, the surface roughness on the raceway must be controlled within 4 to 16 microinches Ra to ensure optimum performance.
Furthermore, environmentally friendly surface finishing processes are in high demand, but these can present their own challenges. For example, alternatives to hard chrome plating, like high velocity oxygen fuel (HVOF) spraying, can achieve comparable hardness and wear resistance, but obtaining the desired surface finish often requires additional grinding and polishing processes.
8. Conclusion
Surface finish is a critical metric in many industrial applications. It directly impacts the performance, longevity, and functionality of parts. Various mechanical and chemical techniques are employed to achieve the desired textured finish based on the specific application and material in question. The field comes with its challenges, including material properties, process control, and environmental considerations. However, with continued research and technological advancement, these challenges are being addressed to improve surface finish processes and outcomes. The understanding and application of surface finish continue to evolve, shaping the way industries produce more efficient and reliable components.
Frequently Asked Questions (FAQs)
Q: What is the difference between surface finish and surface roughness?
A: Surface finish is a general term that refers to the quality or characteristics of a surface. It includes parameters such as texture, roughness, hardness, and more. Surface roughness, on the other hand, is a specific component of surface finish. It is a quantitative measurement of the fine irregularities in the surface texture.
Q: Why does surface finish matter?
A: Surface finish is crucial for the functionality and lifespan of a part. It influences factors like friction, wear resistance, light reflection, heat transmission, and the ability to distribute and hold a lubricant. For instance, a surface roughness of 16 to 32 microinches Ra is often required in cylinder bores to retain oil and ensure proper lubrication.
Q: Can the same surface finish be achieved with different techniques?
A: Yes, the same surface finish can often be achieved with different techniques. However, the choice of technique depends on other factors like the material, part geometry, production volume, cost, and specific requirements of the application. For example, you could achieve a surface roughness of 32 microinches Ra on aluminum using both milling and sandblasting, but the techniques have different effects on the material and the part.
Q: How are surface finish standards determined?
A: Surface finish standards are established by organizations like ISO and ASME based on empirical testing, industry best practices, and scientific research. These standards specify the measurements and techniques for evaluating surface finish, allowing for consistency across different industries and applications.
Q: How do chemical methods improve surface finish?
A: Chemical methods alter the surface on a molecular level. Techniques such as chemical polishing and electroplating can reduce surface irregularities and enhance properties like hardness and corrosion resistance. For instance, electroplating can add a layer of chromium to a part, achieving surface roughness values as low as 4 microinches Ra.
Recommended Reading: What Is On-demand Manufacturing? Accelerating Innovation and Time-to-Market
Reference:
Table of Contents
1. Introduction2. Comprehending the Idea of Surface Finish2.1 The Need for Surface Finish2.2 Surface Finish Parameters3. Techniques Used in Achieving Surface Finish3.1 Mechanical Techniques3.2 Chemical Techniques4. Standards in Surface Finish4.1 ISO Surface Finish Standards4.2 ASME Surface Finish Standards5. Surface Finish Chart6. Applications of Surface Finish6.1 Surface Finish in Automotive Sector6.2 Surface Finish in Aerospace Sector7. Challenges in Achieving Desired Surface Finish8. ConclusionFrequently Asked Questions (FAQs)Reference: