Material Handling Automation: A Comprehensive Guide for Engineers
Material handling automation is transforming industries by streamlining processes, reducing costs, and improving safety. This guide explores the core concepts, advancements, and challenges associated with this technology.

Last updated on 17 Feb, 2025. 11 minutes read

No time now? Save for later.
We only use your email to send this link. Privacy Policy.
Introduction
Material handling automation refers to the use of automated systems, including robotics, conveyors, and software-driven logistics, to move, store, and manage materials with minimal human intervention. This technology plays a crucial role in industries such as manufacturing, logistics, and warehousing, where efficiency and precision are essential for maintaining competitiveness.
By integrating automation, businesses can significantly enhance operational efficiency, reduce labor costs, and improve workplace safety. Automated systems streamline inventory management, minimize errors, and ensure faster material transport, leading to increased throughput and reduced downtime. Additionally, automation enables real-time tracking and optimization of material flow, which is vital for industries managing high volumes of goods.
With the rise of smart technologies and AI-driven solutions, material handling automation continues to evolve, offering businesses new opportunities to improve productivity and sustainability.
Suggested Reading: Smart Factories: Giving Form to Digital Transformation in the Manufacturing Industry
Understanding Material Handling Automation
What Is Material Handling Automation?
Material handling automation refers to implementing automated technologies designed to transport, store, manage, and control materials efficiently within industrial environments. It encompasses a range of systems and equipment that minimize human intervention while enhancing precision, speed, and safety in material movement.

In industrial settings, automated material handling plays a crucial role in optimizing logistics and production workflows. These systems help reduce manual labor, prevent workplace injuries, and ensure a smooth, uninterrupted flow of materials across different operational areas.
Suggested Reading: Transforming warehouse management
Automation is particularly valuable in high-volume production lines, warehouses, and distribution centers, where efficiency and accuracy are paramount. Hence, the typical objectives of automated material handling include:
Increasing efficiency and productivity
Reducing labor costs and manual labor-related risks
Enhancing accuracy and minimizing errors for automotive applications
Improving safety and working conditions
Ensuring scalability and flexibility to accommodate changing needs.

Examples of automated material handling equipment include:
Conveyors: Used for continuous movement of bulk materials or discrete units across fixed pathways.
Automated Guided Vehicles (AGVs): Mobile robots that navigate predefined paths to transport materials within facilities.
Robotic Arms: Used for precise tasks such as picking, sorting, and assembly in manufacturing lines.
Automated Storage and Retrieval Systems (AS/RS): High-density storage solutions that use robotics for rapid and accurate material retrieval.
Suggested Reading: Understanding AMR Robots: A Comprehensive Guide
Key Components of Automated Systems
Automated material handling systems rely on several key components to function efficiently. These components work together to ensure precise material movement, storage, and control within industrial environments.
Primary Components:
Sensors: Detect object presence, position, and movement within the system. Examples include proximity sensors, optical sensors, and RFID readers.
Actuators: Convert energy into motion, enabling precise control of robotic arms, conveyor belts, and lifting mechanisms.
Controllers: Controllers or control systems serve as the brain of an automated system, processing sensor inputs and issuing commands to actuators. In industrial setups, usually Programmable Logic Controllers (PLCs), and Distributed Control Systems (DCS) are used for ensuring various levels of automation.
Suggested Reading: Difference between PLC and DCS: Decoding the Automation Divide
- Material Handling Equipment: Material handling equipment refers to the devices that hold or transport the material. They can be conveyors, AGVs, robotics arms, palletizers, ASRS, storage units, etc.
Software Systems: Oversee coordination, real-time tracking, and system optimization, often integrated with AI for predictive analytics. They are required for regular monitoring of various operations such as inventory management, system diagnostics, etc. Modern software systems are based on intuitive graphical user interfaces (GUIs) and touch-based interfaces.

Communication Modules: Effective communication and networking are crucial for integrating various components of material handling automation systems and enabling them to work together seamlessly. This may involve using wired or wireless communication protocols, such as Ethernet, Wi-Fi, or Bluetooth, as well as industrial communication standards, such as Modbus, Profibus, or EtherCAT.
Power Management: Material handling automation systems typically require a reliable and efficient power supply to operate. This may involve designing and implementing electrical distribution systems, selecting appropriate power sources, and implementing energy management strategies to minimize energy consumption and costs.
Comparison of Key Components:
Component | Functionality | Example Applications |
Sensors | Detect presence and position | Proximity sensors in conveyors |
Actuators | Convert energy into movement | Servo motors in robotic arms |
Controllers | Process inputs and issue commands | PLCs in automated storage systems |
Material Handlers | Transport, store, and handle material | Conveyors, robotic arms, storage units |
Software | Optimize system coordination | AI-driven warehouse management systems |
Communication Modules | Ensure connectivity among controllers, sensors, and actuators | Ethernet, WiFi, Bluetooth, Modbus, Profibus, EtherCAT |
Types of Material Handling Automation
Material handling automation can be broadly classified into two main categories: fixed automation and flexible automation. Each type serves different operational needs and offers distinct advantages in industrial environments.
Fixed Automation
Fixed automation involves systems designed for repetitive and high-volume operations requiring minimal variability. These systems are characterized by their rigid structure and predefined pathways for material movement. Some of the essential components of fixed automation for material handling include:
Conveyor Systems - These are continuous material handling systems that use a series of belts, rollers, or chains to transport materials and goods from one location to another. While the conveyors may be automated, they still require manual placement and retrieval mechanisms. These systems are widely used in industries such as manufacturing, warehousing, and distribution, where large volumes of materials need to be moved efficiently.

Automated Storage and Retrieval Systems (AS/RS): These systems represent a significant advancement in material handling automation. These sophisticated systems autonomously pick items directly from warehouse shelves. This is achieved through various mechanical systems, like cranes, robotic arms, carousels, and shuttles, among others. AS/RS solutions are diverse, ranging from simple systems that extend storage racks to improve accessibility for workers, to more complex crane-based systems that navigate along ceiling tracks, retrieving items and transporting them to different areas of the warehouse. Each type of AS/RS is designed for specific use cases and levels of complexity.
Sorting Systems - These systems are used to automatically sort, and route items based on specific criteria, such as size, weight, or destination. Sortation systems are commonly employed in distribution centers, storage systems, and e-commerce fulfillment centers, where they help improve efficiency and accuracy. Engineers may be involved in designing sortation system layouts, programming their control systems, and integrating them with other material handling technologies.
Flexible Automation
Flexible automation allows for adaptability in handling diverse materials and tasks. These systems are designed for dynamic operations that require frequent reconfiguration or customization.
Robotic Arms - Robotic picking systems use robotic arms that are equipped with vision systems and specialized grippers. They offer precise and rapid item handling and are programmable for various pick-and-place tasks. These systems are well-suited for order fulfillment centers and warehouses dealing with consistent product types, where accuracy and labor reduction are key drivers.
Suggested Reading: What is a Six Axis Robot: Exploring the Versatile Powerhouse of Industrial Automation
Automated Guided Vehicles (AGVs) - These are mobile robots designed for material transportation within a facility. These robots can navigate using various methods, including wires, magnetic strips, or more advanced image-based or laser navigation, making them adaptable to evolving layouts and operational needs. AGVs excel at repetitive point-to-point transport tasks, such as moving raw materials to production areas or transporting finished goods to storage. They are particularly well-suited for low-to-moderate throughput operations and offer a flexible alternative to conveyors, especially in environments where layout changes are anticipated.
Collaborative Robots (Cobots): Designed to work alongside human operators for improved efficiency and flexibility. Cobots are semiautonomous robots that can be often controlled via remote controls, or specific sensors. They assist humans in applications like palletizing and depalletizing, etc.
Suggested Reading: 6 Types of Automation: A Comprehensive Guide for Engineers
Cutting-Edge Innovations in Material Handling Automation
Robotics in Material Handling
Robots play a critical role in material handling by automating tasks such as picking, sorting, and palletizing. These systems enhance efficiency, reduce labor costs, and minimize human error in industrial environments.
Applications of Robotics in Material Handling:
Picking and Placing: Robotic arms equipped with grippers handle objects with precision, reducing reliance on manual labor.
Sorting: AI-powered vision systems enable robots to classify and sort items based on predefined criteria such as shape, size, and barcode scanning.
Palletizing: High-speed robotic palletizers arrange products into stacks, optimizing storage and transportation.
Technical Aspects:
Robotic Grippers: Grippers and end effectors are the components of robotic arms that interact directly with materials and goods, and their design is critical to the robot's ability to perform specific tasks. Innovations in gripper and end effector technology have led to the development of adaptive grippers, vacuum grippers, and soft grippers that can handle a wide range of materials, shapes, and sizes.
Vision Systems: Robotic vision systems use cameras and image processing algorithms to enable robots to perceive and interact with their environment. These systems are essential for tasks such as object recognition, localization, and navigation, and can significantly improve the accuracy and efficiency of material handling automation processes. .
Machine Learning Integration: AI algorithms optimize robotic performance by improving grasp techniques and adapting to varying material properties.
IoT Integration for Smarter Systems
IoT-enabled sensors are transforming material handling automation by providing real-time tracking and system optimization. These sensors collect and transmit data on material flow, equipment status, and environmental conditions, enabling predictive maintenance and efficient warehouse operations.
IoT devices enhance logistics by offering:
Real-Time Monitoring: Sensors and IoT devices can be used to monitor various aspects of material handling automation systems, such as equipment status, material flow, and environmental conditions, in real time. This real-time data can be used to make informed decisions, optimize operations, and ensure that the automation system is functioning as intended.
Data Collection and Analysis: Sensors and IoT devices generate a wealth of data that can be collected, stored, and analyzed to gain valuable insights into the performance and efficiency of material handling automation systems. This data can be used for purposes such as process optimization, predictive maintenance, and root cause analysis, helping organizations improve their operations and reduce costs.
Wireless Communication and Connectivity: Wireless communication technologies, such as Wi-Fi, Bluetooth, and Low-Power Wide-Area Networks (LPWAN), enable sensors and IoT devices to transmit data and receive commands without the need for physical connections. This wireless connectivity can simplify the installation and maintenance of material handling automation systems, as well as improve their flexibility and scalability.
Energy Optimization: One of the challenges associated with integrating sensors and IoT devices into material handling automation systems is the need to provide power to these devices. Energy harvesting technologies, such as solar panels, piezoelectric materials, and thermoelectric generators, can be used to convert ambient energy into electrical power for sensors and IoT devices, reducing the need for batteries and external power sources.
IoT-Enabled Automated Warehouse System:
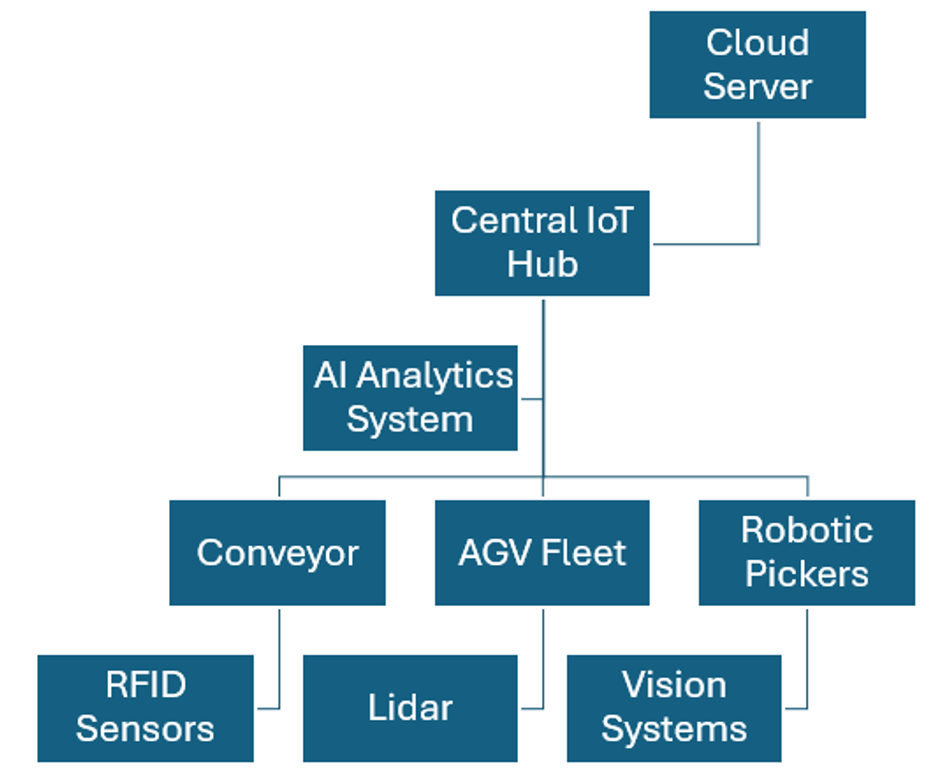
Each IoT node gathers data, relays it to a centralized hub, and enables AI-driven decision-making, optimizing warehouse efficiency.
AI-Powered Optimization
Artificial intelligence (AI) is revolutionizing material handling automation by optimizing workflows and predicting maintenance needs. AI-driven algorithms analyze vast amounts of operational data to enhance efficiency, reduce downtime, and improve decision-making.
Workflow Optimization
Route Optimization: AI dynamically determines the most efficient routes for Automated Guided Vehicles (AGVs) and drones in warehouses, reducing congestion and delivery times.
Task Scheduling: Machine learning models allocate resources in real-time based on demand fluctuations, ensuring balanced workloads and minimizing idle time.
Inventory Management: AI predicts stock requirements, automating replenishment and preventing overstocking or shortages.
Predictive Maintenance
Anomaly Detection: AI monitors sensor data to detect irregularities in equipment performance, signaling potential failures before breakdowns occur.
Failure Prediction Models: Machine learning algorithms analyze historical data to forecast maintenance needs, reducing unplanned downtime and extending equipment life.
Automated Diagnostics: AI-assisted diagnostics provide insights into the root causes of malfunctions, allowing faster and more accurate repairs.
Suggested Reading: The Technology That Realizes Predictive Maintenance
Computer Vision
Object Detection/Recognition: Use of computer vision for processing and analyzing digital images through cameras for extracting information and making decisions.
Quality Analysis - Determining the product quality, damage, and improving accuracy for high-efficiency automation. It involves the knowledge of Convolutional Neural Networks (CNN) and image processing techniques.
Challenges in Implementing Material Handling Automation
High Initial Investment Costs
Implementing material handling automation requires a significant upfront investment, posing a challenge for many businesses. The cost barriers include purchasing automated equipment, software integration, and infrastructure modifications. While these costs are substantial, long-term savings from efficiency improvements, reduced labor expenses, and minimized errors often justify the investment.
Integration Complexities
Integrating new automation technologies with existing legacy systems presents several challenges, primarily due to differences in communication protocols, software compatibility, and infrastructure limitations. Many legacy systems were not designed to accommodate modern automation solutions, leading to bottlenecks in data exchange and system coordination.
Key Challenges:
Incompatibility with Modern Software: Older systems may lack the necessary interfaces to connect with IoT devices and AI-driven platforms.
Infrastructure Limitations: Legacy hardware may not support new automation components, requiring costly retrofits.
Data Silos: Traditional systems often operate in isolation, making it difficult to achieve seamless data integration across the supply chain.
Operational Disruptions: Implementing automation may temporarily disrupt workflows, requiring careful transition planning.
Strategies for Overcoming These Challenges:
Modular System Design: Implementing adaptable solutions that allow gradual integration with existing infrastructure.
Middleware Solutions: Utilizing software bridges to enable communication between legacy and modern systems.
Cloud-Based Integration: Leveraging cloud computing for real-time data access and centralized control.
Phased Implementation: Deploying automation in stages to minimize disruption and ensure a smooth transition.
Employee Training: Educating staff on new technologies to facilitate better adoption and operational efficiency.
Maintenance and Downtime Concerns
Regular maintenance is critical for ensuring the reliability and efficiency of automated material handling systems. Proper maintenance minimizes unexpected downtime, extends equipment lifespan, and reduces costly disruptions in industrial operations.
Best Practices for Maintaining Automated Systems:
Implement Preventive Maintenance: Schedule routine inspections and servicing to identify and resolve potential issues before they cause failures.
Use Predictive Analytics: Leverage AI-driven monitoring tools to detect anomalies and predict component wear based on real-time data.
Establish Maintenance Protocols: Develop standardized procedures for troubleshooting, repairs, and replacements to ensure consistency across operations.
Train Maintenance Personnel: Equip staff with the necessary technical knowledge to handle automated systems efficiently and respond to faults quickly.
Monitor System Performance: Continuously track system efficiency and log maintenance data to optimize performance and adjust schedules as needed.
Ensure Spare Part Availability: Maintain an inventory of critical spare parts to reduce downtime caused by equipment failures.
Regularly Update Software: Keep control systems and firmware up to date to improve functionality and security.
Inspect Mechanical Components: Check belts, gears, and actuators for wear and tear to prevent sudden breakdowns.
Safety and Regulatory Compliance in Material Handling Automation
As material handling automation becomes more prevalent in various industries, ensuring the safety of workers and compliance with regulations becomes increasingly important.
Safety Standards and Regulations for Material Handling Automation Systems
To ensure the safety of workers and the general public, material handling automation systems must comply with several safety standards and regulations. These standards and regulations are designed to minimize the risk of accidents and ensure that automated systems operate efficiently and safely. Some key safety standards and regulations include:
ISO 13849-1: This international standard provides safety requirements for the design and integration of safety-related parts of control systems, including the hardware and software components of material handling automation systems.
ANSI/RIA R15.06: This American National Standard covers the safety requirements for industrial robots and robot systems, outlining guidelines for the design, manufacture, installation, and operation of robotic systems used in material handling automation.
OSHA Regulations: The Occupational Safety and Health Administration (OSHA) sets forth regulations for various industries, including requirements for the safe operation of material handling equipment and procedures for the prevention of workplace injuries.
Suggested Reading: Safety In Industry 4.0
Conclusion
Material handling automation has become a crucial component in modern industrial operations, enhancing efficiency, reducing labor reliance, and improving safety. This article has explored key concepts, technologies, and challenges associated with automation. The implementation of robotics, IoT integration, and AI-powered optimization has demonstrated significant potential in streamlining operations. By adopting these solutions, industries can achieve higher productivity, minimize operational risks, and optimize resource utilization.
Frequently Asked Questions (FAQs)
What industries benefit most from material handling automation?
Manufacturing: Automation improves production efficiency and reduces material waste.
Logistics and Warehousing: Enhances order fulfillment accuracy and reduces manual labor requirements.
E-commerce: Accelerates package sorting and delivery speed in high-volume distribution centers.
Retail: Optimizes inventory management and restocking operations.
Healthcare and Pharmaceuticals: Ensures precise handling and storage of sensitive medical supplies.
How do I choose the right material handling system for my facility?
Assess Operational Needs: Determine specific requirements based on facility size, material types, and workflow complexity.
Budget Considerations: Evaluate initial investment costs versus long-term savings from automation.
Scalability: Choose a system that can expand alongside business growth and changing demands.
Technology Integration: Ensure compatibility with existing systems and future technological advancements.
Regulatory Compliance: Confirm adherence to safety and industry regulations.
Are there any limitations to material handling automation?
High Upfront Costs: Initial investment in automation equipment and infrastructure can be substantial.
Complex Integration: Requires careful planning to integrate with legacy systems and existing workflows.
Limited Flexibility for Non-Standardized Materials: Certain automation solutions may struggle with irregularly shaped or delicate materials.
Ongoing Maintenance Requirements: Automated systems need regular upkeep to ensure long-term performance and reliability.
How is AMR different from AGV in material handling automation?
AGVs follow fixed, pre-defined paths using guidance systems like wires or lasers, making them suitable for repetitive tasks in structured environments. AMRs, using sensors and software, navigate autonomously and dynamically adapt to changing environments and obstacles, ideal for flexible workflows. Essentially, AGVs are guided, while AMRs are autonomous.
What safety standards and regulations apply to material handling automation systems?
Safety standards and regulations for material handling automation systems vary by country and industry. Some common standards include ISO, ANSI, OSHA, and CEN. It is essential for organizations to be aware of the specific standards and regulations that apply to their operations and ensure compliance.
References
- https://www.globalspec.com/learnmore/machine_design_fabrication/material_handling_automation
- https://www.sciencedirect.com/science/article/pii/S0007850617300112
- Robotic Material Handling Solutions & Automation (jrautomation.com)
- Types of Material Handling Automation and Their Benefits - Revolutionized
- Automated Material Handling | Types, Benefits & Integration
in this article
1. Introduction2. Understanding Material Handling Automation3. Types of Material Handling Automation4. Cutting-Edge Innovations in Material Handling Automation5. Challenges in Implementing Material Handling Automation6. Safety and Regulatory Compliance in Material Handling Automation7. Conclusion8. Frequently Asked Questions (FAQs)9. ReferencesNo time now? Save for later.
We only use your email to send this link. Privacy Policy.