Extruding Plastic: Mastering Advanced Techniques and Innovations
Explore the latest advancements in extruding plastic and its impact on modern engineering, covering foundational concepts, cutting-edge innovations, and key challenges in this dynamic field.

04 Jun, 2024. 14 minutes read

Introduction
Extruding plastic involves melting raw materials and forming them into continuous profiles like pipes, sheets, and intricate shapes. This process is essential for producing a wide range of products, making it a foundation of modern manufacturing. Its versatility and efficiency make it particularly valuable in engineering, enabling the creation of custom components to precise specifications. It is crucial in industries such as automotive, aerospace, construction, and medical devices. Recent advancements in machinery, automation, and materials are revolutionizing production, leading to cost reductions, improved product quality, and new applications. These innovations highlight the vital role of plastic extrusion in driving technological progress and innovation in engineering.
Understanding Plastic Extrusion
Plastic extrusion is a high-volume manufacturing process that has become indispensable in modern industry. This technique involves melting raw plastic materials and forming them into continuous profiles, such as pipes, sheets, and intricate shapes. The plastic extruder functions as the heart of the extrusion system, orchestrating the transformation of raw plastic into the desired profiles.
The process of plastic extrusion begins with plastic pellets or granules being fed into an extruder's hopper. These materials are then subjected to heat and pressure within the barrel, which contains a rotating screw. The friction generated by the screw, combined with external heaters, melts the plastic, transforming it into a viscous fluid. This molten material is subsequently forced through a die, shaping it into the desired profile before it is cooled and solidified.
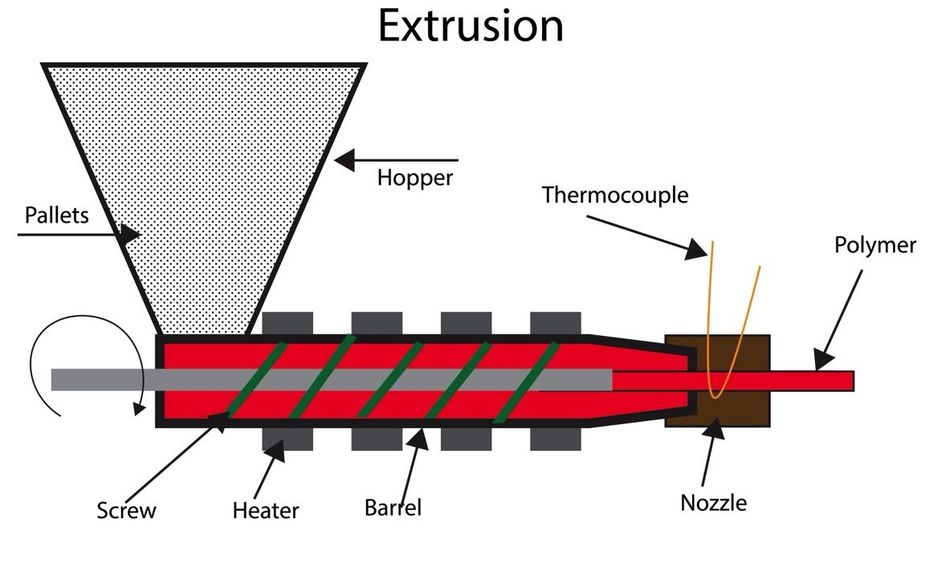
Several key components make up an extrusion machine, each playing a vital role in the process:
Hopper: The starting point for raw plastic materials, the hopper ensures a consistent feed into the extrusion system. Hopper capacities can vary significantly, typically ranging from 50 kg to several tons, depending on the machine's size and application.
Barrel: Housing the screw, the barrel is designed to withstand high temperatures and pressures. Constructed from high-strength steel, the barrel's length-to-diameter ratio usually falls between 24:1 and 36:1, optimizing the melting process.
Screw: Central to the extrusion process, the screw's rotation moves the plastic forward while generating heat through friction. Made from hardened steel, screws come in various designs, including single and twin configurations, each tailored to specific melting and mixing requirements.
Heaters: Strategically placed along the barrel, these heaters ensure the plastic reaches the correct melting temperature. Operating temperatures typically range from 180°C to 300°C, depending on the type of plastic being processed.
Die: The die shapes the molten plastic into the final product profile. Dies are precision-engineered from tool steel and must be custom-designed to meet the exact dimensions and specifications of the desired output.
Cooling System: After the plastic exits the die, it must be cooled to solidify the shape. This is achieved using air or water cooling systems. Cooling lengths can vary from a few meters to over 20 meters, depending on the complexity and size of the profile being produced.
The combination of these components and their precise coordination ensures the efficiency and quality of the extrusion process. Understanding the detailed workings of each part, along with their technical specifications, provides a comprehensive insight into the complexity and sophistication of plastic extrusion technology. This knowledge is crucial for engineers seeking to optimize manufacturing processes and innovate within their respective fields.
Types of Plastic Extrusion Processes
Plastic Extrusion processes can be categorized into several types, each with its unique mechanisms and applications:
Direct (Forward) Extrusion
Direct extrusion, also known as forward extrusion, initiates with the insertion of a billet into a containment vessel. Pressure is then applied by a ram to propel the billet through a die. Material flows in tandem with the ram's movement through the die, forming the desired shape. This method is prized for its simplicity and broad applicability in diverse industries. By exerting force in line with material flow, it facilitates easy shaping of profiles and shapes.
Advantages: Setup simplicity, high production rates, and versatility across metals and polymers.
Disadvantages: Elevated friction between billet and container, necessitating higher force and tool wear.
Applications: Widely utilized for manufacturing aluminum profiles in construction, copper pipes for plumbing, and plastic tubing in medical contexts. Also prevalent in automotive production for structural components like frame rails and crossbars.
Co-Extrusion
Co-extrusion involves the simultaneous extrusion of multiple materials through a single die to create a multi-layered product. Each material retains its unique properties, enhancing the final product's performance and functionality. This method is widely used in industries requiring products with specific barrier properties, such as food packaging and automotive components.
Advantages: Enhanced product performance, cost-effectiveness, customization options.
Disadvantages: Complex setup, potential for material compatibility issues, higher initial investment.
Applications: Food packaging films, automotive weatherstripping, medical tubing, and wire coating are common applications of co-extrusion technology.
Blown Film Extrusion

Blown film extrusion is a versatile process for manufacturing thin plastic films used in various applications such as packaging, agriculture, and construction. In this process, molten plastic is extruded through a circular die, forming a tube that is then inflated to the desired dimensions using air pressure. The tube is subsequently cooled and flattened into a film.
Advantages: High production rates, uniform film thickness, and ability to produce large rolls of film.
Disadvantages: Limited to producing thin films, challenging to control film properties like thickness distribution.
Applications: Plastic bags, shrink wrap, greenhouse films, and agricultural mulch are common products of blown film extrusion.
Sheet Extrusion
Sheet extrusion is employed to produce flat continuous plastic sheets with a uniform thickness. In this process, molten plastic is extruded through a die and then passed through a series of rollers to achieve the desired thickness. The resulting sheets can be used in various applications such as packaging, signage, and construction.
Sheet film extrusion, a specialized variant of sheet extrusion, focuses on producing thin plastic films with tight tolerances. While sheet extrusion caters to a broader range of applications requiring flat sheets, sheet film extrusion is specifically optimized for thinner gauges, typically used in packaging, lamination, labeling, and protective coatings.
Advantages: Versatility in material selection, cost-effectiveness, and high production speeds.
Disadvantages: Limited to producing flat sheets, challenging to control thickness uniformity in large sheets.
Applications: Packaging trays, automotive interior panels, advertising displays, and building materials are typical applications of plastic sheets produced through sheet extrusion technology.
Overjacketing Extrusion
Overjacketing extrusion involves applying a layer of plastic over an existing material or substrate, such as wires or cables, to provide protection or insulation. This jacketing process can utilize various types of plastics depending on the application requirements.
Advantages: Enhanced protection and insulation, customizable for different substrates.
Disadvantages: Requires precise control to ensure adhesion and uniformity.
Applications: Commonly used in electrical wiring, telecommunications cables, and piping systems where additional protection or insulation is needed.
Tubing Extrusion
Tubing extrusion is employed to produce hollow tubes or pipes of plastic with consistent dimensions. Molten plastic is extruded through a die with a hollow center, forming the desired tube shape. Plastic tubing is utilized in medical, automotive, plumbing, and various other industries.
Advantages: Versatile in size and material selection, high production efficiency.
Disadvantages: Complex tooling required for intricate designs, potential for dimensional variations.
Applications: Medical tubing, automotive fuel lines, plumbing pipes, and irrigation systems are common applications of tubing extrusion.
Profile Extrusion
Profile extrusion is used to create continuous shapes with a constant cross-section, such as rods, bars, channels, and complex profiles. The process involves forcing molten plastic through a shaped die to produce the desired profile. Profile extrusion finds applications in construction, automotive, and various other industries.
Advantages: Wide range of design possibilities, high production rates, cost-effective for large volumes.
Disadvantages: Tooling costs for custom profiles can be significant, and limited to continuous shapes.
Applications: Window frames, door seals, decorative trim, and structural components in various industries utilize profile extrusion technology.
Foam Extrusion

Foam extrusion is a versatile process that enhances plastic products with lightweight and insulating properties. By integrating a blowing agent into the plastic melt, a cellular structure is formed, yielding foam products for diverse applications. From protective packaging to insulation panels, foam extrusion finds extensive use across industries. It also serves cushioning materials, offering comfort and support in consumer products like mattresses and automotive interiors. With its cost-effective, customizable solutions, foam extrusion is pivotal in modern manufacturing.
Advantages: Lightweight, insulating properties, ability to produce complex shapes.
Disadvantages: Limited to specific foamable materials, challenges in controlling cell structure.
Applications: Packaging inserts, insulation panels, cushioning materials, and flotation devices are common products of foam extrusion.
Innovations in Extruding Plastic Technology
Recent advancements in extrusion technology have revolutionized the industry, enhancing efficiency, precision, and product quality. These innovations are driven by the integration of cutting-edge technologies such as Artificial Intelligence (AI) and advanced sensor systems, which have their roots in the increasing demand for smarter and more efficient manufacturing processes.
Role of Artificial Intelligence
Artificial Intelligence plays a pivotal role in optimizing extrusion processes. AI algorithms analyze vast amounts of data generated during extrusion, identifying patterns and predicting outcomes that are not easily discernible by human operators. This enables real-time adjustments to parameters like temperature, pressure, and screw speed, ensuring optimal performance and reducing material waste.
Impact of Advanced Sensor Technologies
Advanced sensor technologies have also transformed the extrusion landscape. Modern sensors monitor various aspects of the process with high precision, including temperature, pressure, and material flow rates. These sensors provide real-time feedback to control systems, allowing immediate corrections to maintain consistent product quality. The development of these sensors has been driven by the need for more accurate and reliable monitoring solutions. For example, infrared sensors can detect temperature variations along the extrusion line, ensuring uniform heating and preventing defects in the final product.
Integration of AI and Advanced sensors
In the automotive industry, where precision and consistency are critical, integrating AI and advanced sensors into plastic extrusion lines has yielded remarkable results. A case study involving a major car manufacturer demonstrated that these technologies reduced defect rates by 30%, improved production speed by 20%, and decreased material waste by 25%. These advancements not only enhanced the quality of the components produced but also resulted in significant cost savings, illustrating the profound impact of these innovations.
The medical device industry, which demands stringent quality standards, also benefits from these technological advancements. By implementing AI-driven process control and advanced sensors, a medical tubing manufacturer achieved unprecedented precision in wall thickness and diameter, meeting the rigorous standards required for medical applications. This technological enhancement ensured the reliability and safety of their products, which are critical in healthcare settings.
These innovations in extrusion technology illustrate the significant improvements in manufacturing efficiency, product quality, and cost-effectiveness. By leveraging AI and advanced sensors, industries can achieve higher standards of precision and consistency, driving forward the capabilities of plastic extrusion.
Recommended reading: How To Use AI ML To Optimise Manufacturing Costs
Enhancements in Equipment and Machinery
Extrusion machinery has evolved significantly to meet the demands for efficiency, precision, and sustainability in manufacturing. Previously reliant on manual controls and basic mechanical systems, modern extrusion machines are now sophisticated, automated systems. One notable improvement is in precision controls. Modern extrusion machines, like servo-driven extruders, offer unparalleled accuracy in regulating screw speed and pressure. These machines utilize advanced servo motors capable of real-time adjustments to material properties and processing conditions. This precision ensures uniformity in extruded products, reducing material waste and enhancing overall quality.
Energy efficiency is another critical area of improvement. High-efficiency heaters, for example, use advanced insulation materials and designs to minimize energy loss. These heaters provide rapid and uniform heating, crucial for maintaining process consistency. Embracing energy-efficient technologies not only cuts operational costs but also aligns with the industry's move toward sustainability.
Key Technological Improvements and Their Technical Impacts
Servo-Driven Extruders: In the realm of plastic extrusion, key technological advancements are reshaping the landscape, promising enhanced efficiency, precision, and sustainability. Servo-driven extruders, known for their precise control over the extrusion process, are revolutionizing product consistency and waste reduction. These extruders utilize less energy compared to traditional hydraulic systems, thereby contributing to lower operational costs and increased sustainability efforts.
High-Efficiency Heaters: Similarly, the adoption of high-efficiency heaters ensures rapid and uniform heating, essential for maintaining high-quality extrusion outputs. These heaters also boast reduced energy consumption through advanced insulation and efficient design, aligning with sustainability objectives.
Advanced Cooling Systems: Advanced cooling systems, another pivotal innovation, are enhancing cooling rates and control to improve the dimensional stability of extruded products. These systems leverage energy-efficient cooling technologies to reduce overall energy consumption and promote sustainability.
Automated Control Systems: Additionally, the integration of automated control systems, powered by AI and machine learning, is optimizing process parameters in real-time to enhance efficiency and product quality. These systems dynamically adjust energy usage, minimizing waste and maximizing sustainability efforts in the plastic extrusion industry.
These advancements in extrusion machinery underscore the significant strides made toward enhancing the efficiency and sustainability of the extrusion process. By incorporating these technologies, manufacturers can achieve superior product quality, reduced operational costs, and a smaller environmental footprint, paving the way for a more advanced and sustainable manufacturing industry.
Recommended reading: Stepper vs Servo Motors: What's the Difference?
Advances in Process Monitoring and Quality Control
Advances in process monitoring and quality control have significantly shaped the evolution of extrusion technology, driven by the demand for enhanced precision and efficiency. In the past, extrusion processes relied on manual inspections and basic monitoring tools, often resulting in inconsistencies and defects. However, the integration of modern sensors and sophisticated software has transformed how extrusion processes are managed.
Modern sensors, such as infrared and ultrasonic sensors, are integral to monitoring the extrusion process. Infrared sensors, for instance, detect temperature variations along the extrusion line, ensuring uniform heating of the material. Operating within the wavelength range of 0.7 to 14 micrometers, these sensors boast millisecond response times. Conversely, ultrasonic sensors measure material flow rates and thickness, guaranteeing adherence to specified dimensions. Operating at frequencies ranging from 20 kHz to several MHz, these sensors provide high-resolution measurements.
Beyond mere monitoring, these sensors furnish real-time data, enabling precise control and immediate adjustments to the extrusion process. This capability is indispensable for maintaining consistent product quality. For example, continuous monitoring of temperature and pressure ensures optimal material processing conditions, thereby minimizing the occurrence of defects.
Benefits of Enhanced Monitoring Systems
Improved Accuracy: Enhanced sensors provide precise measurements, leading to more accurate control of the extrusion process.
Real-Time Adjustments: Continuous monitoring allows for real-time adjustments, reducing waste and improving product quality.
Increased Efficiency: Automated adjustments based on sensor data optimize the process, increasing overall efficiency.
Consistency in Production: Consistent monitoring ensures that each product meets the specified quality standards, reducing variability.
Reduced Downtime: Early detection of potential issues allows for proactive maintenance, minimizing downtime and maintaining continuous production.
These advancements underscore the critical role of modern sensors and software in the extrusion industry. By leveraging these technologies, manufacturers can achieve higher standards of precision and consistency, leading to improved product quality and efficiency.
Recommended reading: Sensor Fusion: The Ultimate Guide to Combining Data for Enhanced Perception and Decision-Making
Challenges and Considerations in Plastic Extrusion
Plastic extrusion, while highly versatile and efficient, comes with its own set of challenges that engineers and manufacturers must address to ensure optimal performance and product quality. These challenges include material limitations, quality control issues, and environmental concerns.
Material Limitations
Selecting the right material for extrusion is critical. Each type of plastic has unique properties that affect its extrudability, including melt temperature, viscosity, and mechanical strength. For example, some materials may have excellent mechanical properties but are difficult to extrude due to their high melting points or low viscosity. Conversely, materials that are easy to extrude might not provide the necessary strength or durability for certain applications.
Quality Control Issues
Maintaining consistent quality throughout the extrusion process is essential. Common quality control issues include variations in product dimensions, surface defects, and inconsistencies in material properties. These issues can arise from fluctuations in processing parameters such as temperature, pressure, and screw speed. Implementing advanced monitoring systems and automated controls can help mitigate these problems, but the inherent variability in raw materials and process conditions still poses a significant challenge.
Environmental Concerns
The environmental impact of plastic extrusion is a growing concern. The process consumes significant amounts of energy and generates waste, both in terms of scrap material and emissions. Engineers are increasingly focusing on developing more sustainable practices, such as recycling scrap material, using bio-based plastics, and improving energy efficiency through advanced equipment and processes.
Material and Process Challenges
Material selection and process optimization present specific challenges that must be carefully managed to achieve desired outcomes. Thermoplastics are predominantly used in the plastic extrusion process due to their unique properties and behavior under heat. Unlike thermosetting plastics, which undergo irreversible chemical changes upon heating and cannot be re-melted and reformed, thermoplastics soften when heated and solidify upon cooling, allowing them to be repeatedly melted and reshaped. This characteristic makes thermoplastics ideal for extrusion processes, where the material is heated to a molten state, extruded through a die, and then cooled to form the desired shape.
Additionally, thermoplastics offer a wide range of material properties, including flexibility, toughness, and chemical resistance, making them suitable for various extrusion applications across industries. The following table compares different thermoplastic materials and their associated challenges in the extrusion process.
Material | Challenges | Failure Rates | Common Defects |
Polyethylene | Low melt strength, warping | Moderate | Surface blemishes, warping |
Polypropylene | High shrinkage, difficulty in maintaining dimensions | High | Shrinkage, dimensional inaccuracy |
PVC (Polyvinyl Chloride) | Temperature sensitivity, release of harmful gases | Low | Discoloration, brittleness |
ABS | High melting temperature, prone to stress cracking | Moderate | Stress cracking, uneven thickness |
Nylon | Moisture absorption, high processing temperatures | High | Bubbles, uneven surface |
Polycarbonate | High thermal expansion, prone to scratching | Moderate | Scratching, optical distortion |
Addressing these challenges requires a deep understanding of material properties and the ability to fine-tune process parameters. Engineers must balance the trade-offs between material performance and processability to produce high-quality extruded products efficiently. These considerations highlight the complexities involved in plastic extrusion and underscore the importance of continuous innovation and optimization in this field.
Conclusion
Advancements in plastic extrusion technology have significantly enhanced the efficiency, precision, and sustainability of the manufacturing process. By understanding the basics of extrusion and the various types of processes, alongside exploring the latest innovations and the role of advanced sensors and AI, the extrusion industry has undergone transformative changes. These technological improvements have not only optimized production but also reduced material waste and energy consumption, aligning with global sustainability goals.
The importance of these advancements cannot be overstated. They have enabled manufacturers to produce higher-quality products with greater consistency and at lower costs. Moreover, the integration of cutting-edge technologies such as AI and advanced monitoring systems has paved the way for even more sophisticated and efficient extrusion processes in the future.
Looking ahead, the continued evolution of extrusion technology holds great promise for the engineering field. As new materials and technologies emerge, the capabilities of plastic extrusion will expand, offering even greater precision and efficiency. These developments will undoubtedly play a critical role in advancing various industries, from automotive and aerospace to medical devices and consumer goods.
Frequently Asked Questions (FAQs)
Q: What is plastic extrusion?
A: Plastic extrusion is a manufacturing process in which raw plastic materials are melted and formed into continuous profiles through a die. This process is used to produce a wide range of products, including pipes, sheets, and complex profiles.
Q: How does AI improve the extrusion process?
A: AI improves the extrusion process by analyzing vast amounts of data from the extrusion line to identify patterns and optimize parameters such as temperature, pressure, and screw speed. This real-time optimization enhances product quality, reduces material waste, and increases production efficiency.
Q: What are the advantages of plastic extrusion?
A: The advantages of plastic extrusion include high production efficiency, the ability to create complex shapes, consistency in product quality, and cost-effectiveness for large-scale production. Additionally, advancements in technology have enhanced precision and reduced material waste.
Q: What role do sensors play in extrusion?
A: Sensors monitor various aspects of the extrusion process, such as temperature, pressure, and material flow rates. They provide real-time data that allows for precise control and immediate adjustments, ensuring consistent product quality and reducing the likelihood of defects.
Q: What are the environmental concerns associated with plastic extrusion?
A: Environmental concerns associated with plastic extrusion include high energy consumption and the generation of waste material. Advances in technology have led to more energy-efficient equipment and processes, as well as increased use of recycled and bio-based plastics to mitigate these impacts.
Q: What materials are commonly used in plastic extrusion?
A: Common materials used in plastic extrusion include polyethylene, polypropylene, PVC, ABS, and nylon. Each material has specific properties that make it suitable for different applications and extrusion processes.
Q: How do I choose the right extrusion process for my application?
A: Choosing the right extrusion process depends on the specific requirements of your application, such as the desired shape, material properties, product dimensions, and performance characteristics.
References
[1] Wagner JR Jr, Mount EM III, Giles HF Jr. Extrusion: The Definitive Processing Guide and Handbook. 2nd ed. Plastics Design Library; 2013.
[2] Gaspar-Cunha A, Monaco F, Sikora J, Delbem A. Artificial intelligence in single screw polymer extrusion: Learning from computational data. Eng Appl Artif Intell. 2022;116:105397.
[3] Keskin DF, Çiçekli U, İçli D. Prediction of failure categories in plastic extrusion process with deep learning. J Intell Syst Theory Appl. 2022;5:27-34.
[4] García-Domínguez A, Claver J, Camacho AM, Sebastián MA. Comparative analysis of extrusion processes by finite element analysis. Procedia Eng. 2015;100:74-83.
[5] Patil PM, Sadaphale DB. A study of plastic extrusion process and its defects. Int J Latest Technol Eng Manag Appl Sci. 2018;7(9):13.
Table of Contents
IntroductionUnderstanding Plastic Extrusion Types of Plastic Extrusion ProcessesDirect (Forward) ExtrusionCo-ExtrusionBlown Film ExtrusionSheet ExtrusionOverjacketing ExtrusionTubing ExtrusionProfile ExtrusionFoam ExtrusionInnovations in Extruding Plastic TechnologyRole of Artificial IntelligenceImpact of Advanced Sensor TechnologiesIntegration of AI and Advanced sensorsEnhancements in Equipment and MachineryKey Technological Improvements and Their Technical ImpactsAdvances in Process Monitoring and Quality ControlBenefits of Enhanced Monitoring SystemsChallenges and Considerations in Plastic ExtrusionMaterial LimitationsQuality Control IssuesEnvironmental ConcernsMaterial and Process ChallengesConclusionFrequently Asked Questions (FAQs)References