What are Robotic Assembly Lines? History, Components, Advantages, Limitations, Applications, and Future
Robotic assembly lines have revolutionized production processes, enabling manufacturers to achieve high levels of efficiency, productivity, and quality.

Last updated on 31 Mar, 2025. 15 minutes read

A Tesla Model S on the assembly line
No time now? Save for later.
We only use your email to send this link. Privacy Policy.
Key Takeaways
Definition & Importance: A robotic assembly line is an automated production line where industrial robots perform sequential tasks on products moving along a conveyor. It’s a cornerstone of modern manufacturing in the era of Industry 4.0, enabling mass production with high efficiency.
Key Technologies: These systems integrate robotic arms, sensors, AI/ML algorithms, and automation software.
Benefits: Robotic assembly lines boost efficiency and throughput by operating 24/7 without fatigue. They offer precision and repeatability beyond human capability, ensuring consistent product quality, improving safety, and scaling production.
Challenges: Implementing robotic lines requires significant upfront investment in equipment and integration. Systems can be complex to integrate with existing processes and require skilled engineers for programming and maintenance.
Introduction
The rise of Industry 4.0 and smart manufacturing transforms how products are assembled. Factories worldwide are shifting from traditional manual assembly lines to highly automated robotic assembly lines. While a classic manual line, human workers performed repetitive tasks on products moving down a conveyor, a robotic assembly line uses programmable machines and advanced control systems to handle these tasks with minimal human intervention. This shift represents a quantum leap in productivity and precision, and it underpins the modern drive for efficient, scalable production.
Robotic assembly lines address many shortcomings of manual production, so they’re understandably the talk of the town. For instance:
Human workers can get tired, bored, or make mistakes when performing repeated tasks, but robots don’t get fatigued or distracted. So, they can repeat tasks with near-perfect consistency.
Eventually, the result is faster throughput and uniform quality on every unit.
Robots can work in environments that are dangerous to people, such as handling toxic materials or heavy loads, improving overall workplace safety
These advantages align perfectly with the goals of Industry 4.0: greater automation, data-driven processes, and cyber-physical systems that optimize themselves.
Suggested Reading: Benefits of Industry 4.0
What is a Robotic Assembly Line?
A robotic assembly line is essentially an automated version of the traditional assembly line. In a conventional assembly line, a product moves along a conveyor through a sequence of workstations, where human workers or machines perform specific tasks in succession. The assembly line concept, pioneered by Henry Ford in the early 1900s, enabled mass production by breaking complex assembly into simple, repetitive steps. Each worker would perform one task (like attaching a part) repeatedly as products passed by, greatly increasing efficiency compared to craft production.
In a robotic assembly line, repetitive tasks are carried out by industrial robots instead of human workers. Just like a manual line, the product moves from station to station, but now robotic arms at those stations perform the fitting, welding, screwing, or placing operations under program control. Formally, an assembly line is “a systematic arrangement of machines and/or people that perform repeatable tasks on a product as it moves along a conveyor”.
In a robotic line, the “machines” are sophisticated robots designed to handle these tasks with speed and precision. Each robot is programmed to execute a specific operation, then the item is passed to the next robot, and so on, until a finished product emerges at the end of the line. This automation allows products to be manufactured quickly and efficiently through a coordinated sequence of robotic actions.
Core Principles: Robotic assembly lines follow the same core principles as traditional lines – specialization of tasks, sequential workflow, and product movement – but they enhance each principle with automation technology.
Robots equipped with various tools (grippers, welders, etc.) serve as the “workers” on the line.
Control systems guide them to perform their tasks in sync with the conveyor speed and other robots.
Sensors provide feedback to ensure each task is done correctly (for example, verifying a part is in the right position or a connection is secure).
The entire line is centrally coordinated by software that can adjust timing or operations as needed to maintain optimal flow.
A robotic assembly line is essentially a carefully choreographed system of hardware and software working together to crank out products with minimal human intervention.

Historical Evolution of Assembly Lines
The journey from manual to robotic assembly lines unfolded over the last century:
Era | Key Developments | Impact on Manufacturing |
Early 1900s |
| Reduced car assembly time from 12+ hours to 90 minutes Enabled true mass production |
1960s |
|
|
1970s-1980s |
|
|
1990s |
|
|
2000s - Present |
|
|
Suggested Reading: Automotive Robots: Revolutionizing the Assembly Line
Key Components of a Robotic Assembly Line
Robotic assembly lines are complex systems comprising many interconnected components. The hardware (robots, conveyors, etc.) and software/control elements must all work together seamlessly to automate the assembly process. Here are the key components and technologies involved:
Industrial Robots and Robotic Arms
Industrial robots are the workhorses of an assembly line. They come in various types (articulated arms, SCARA, gantry robots, etc.) and are selected based on the task requirements. They are typically multi-axis robotic arms capable of precise, repetitive motion.
Robots in an assembly lineperform tasks such as welding parts, tightening screws, placing components onto a board, or assembling sub-modules. Modern robots can be highly specialized or versatile, and they often have payload capacities, where each robot is equipped with actuators that move its joints, and it is controlled by a programmed controller to execute specific motion paths for its task.
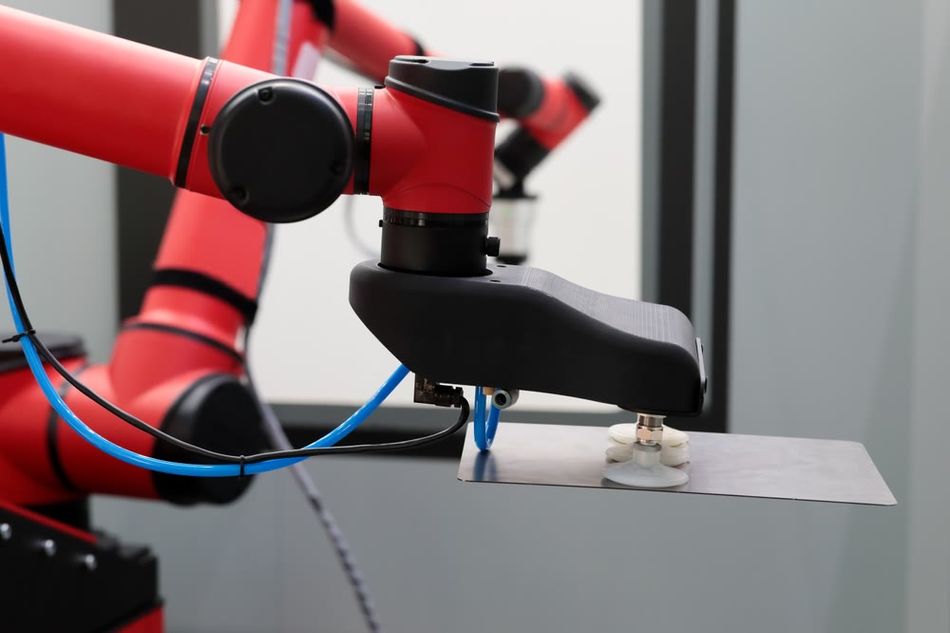
End Effectors (Tooling)
An end effector is the tool attached to the robot’s wrist that interacts with the product. End effectors can be grippers, suction cups, welding torches, screwdrivers, dispensing nozzles, or any tool needed for the task. They enable the robot to handle objects and perform operations. For example, a robot may have a gripper end effector to pick up components and place them or a welding gun end effector to join metal parts.
These tools are often custom-designed for the application, and they can be changed out if the robot needs to perform different tasks. The precision of an assembly robot largely depends on the quality of its end effector and how well it is sensorized (some end effectors have force sensors or cameras to guide them).
Recommended Reading: What is a Six Axis Robot: Exploring the Versatile Powerhouse of Industrial Automation
Conveyor Systems and Material Handling
Conveyors are the moving belts or tracks that transport parts and products through the various stations of the assembly line. They set the tempo of production by moving items from one robot workstation to the next in a controlled manner. Along with conveyors, there may be other material handling equipment like robotic shuttles, pallet systems, or feeders that supply parts to the line.
The conveyor system is often synchronized with the robots – for instance, the line might stop or slow briefly at each station to let the robot complete its operation, unless the robots are capable of “tracking” moving items.
Sensors and Vision Systems
Sensors are critical for giving robots awareness of their environment and the state of the product. On a robotic assembly line, you’ll find sensors such as photographic cameras, laser sensors, proximity sensors, and force/torque sensors. Vision systems (industrial cameras with image processing software) allow robots to locate parts, inspect for correct assembly, and detect defects on the fly.
For example, a vision-guided robot can see the orientation of a part on a conveyor and adjust its movement to pick it up correctly. Sensors also check alignment, measure dimensions, and verify that each step is done correctly (quality control). If a sensor detects an anomaly – say a misaligned part or a missing screw – it can signal the control system to halt the line or trigger a corrective action. This sensor feedback is essential for maintaining quality in a fully automated process.
Suggested Reading: Computer Vision Ensures Proper Assembly Sequences
Control Systems and Automation Software
A computerized control system oversees the entire robotic line. At the lowest level, each robot has a robot controller (a dedicated industrial computer) that executes its motion program and can interface with sensors (this is often a PLC or similar controller). At a higher level, manufacturing execution systems (MES) or supervisory control software coordinate the activities of multiple robots and the conveyor. An MES is a software solution that monitors and controls production processes on the factory floor.
The control system ensures all components work in sync – for instance, making sure Robot B doesn’t start its operation until Robot A has finished and the part has moved into position. Modern assembly lines often integrate with plant-wide IT systems: the MES might receive production orders from an ERP system and will report back performance metrics. Programming and configuring these control systems is a complex task, often involving specialized automation software and scripting logic for each robot and device.
Suggested Reading: Programmable Versus Fixed-Function Controllers: Alternatives for Complex Robotic Motion
Artificial Intelligence and Machine Learning
AI technologies are increasingly being woven into assembly line control and robotics. While not a physical component, AI software enhances the intelligence of the system. Machine learning algorithms can optimize robot motion and scheduling based on data. For example, an AI system might analyze sensor data to predict if a tool is wearing out and proactively adjust the robot’s operation or schedule maintenance.
AI is also used in advanced vision systems for quality inspection (using trained models to detect defects) and in allowing robots to adapt to variability. In some cutting-edge lines, if a robot notices a slight misplacement of a part, an AI algorithm can adjust the robot’s path in real time to correct the error. This kind of real-time learning and adaptation is a growing field; it reduces downtime and error rates by making the assembly line more self-correcting.
Recommended Reading: 7 Benefits of AI In Manufacturing
Safety Systems
Because industrial robots are powerful machines, safety is paramount. A robotic assembly line is typically outfitted with safety measures to protect human workers and equipment. These include physical safety fences or cages around fast-moving robots, light curtains and laser scanners that can detect if a person enters a robot’s work envelope, and emergency stop buttons that immediately halt all motion.

Newer collaborative robots have built-in safety features – they might automatically stop if they bump into a person, for instance. Safety PLCs and controllers monitor the system and will shut down operations if any unsafe condition is detected. Proper safety systems allow humans to coexist or intervene in the process (for maintenance or inspections) without risk, and they are often mandated by industry regulations as part of implementing robotic automation.
Suggested Reading: Assembly Line Automation: Revolutionizing Modern Manufacturing for Engineers
How Robotic Assembly Lines Work
A robotic assembly line operates as an orchestrated sequence of events, converting raw materials into finished products through automated steps. Understanding the workflow step-by-step gives insight into how all the components interact:
Loading of Parts: The process begins with raw materials or components being loaded onto the assembly line. This could be done manually by operators feeding parts into a hopper or automatically via feeders or palletizers. Parts might be presented to the line on trays or directly on the conveyor.
Sequential Robot Stations: As the product moves along on the conveyor, it encounters a series of robotic workstations. At each station, a robot (or sometimes a pair of robots) performs a specific assembly task. For example:
Station 1: A robot picks up a component and installs it onto the product (e.g., placing a circuit board onto a chassis).
Station 2: Another robot screws the component in place or solders connections.
Station 3: A robot performs a quality inspection via a camera or sensor to ensure the previous steps were done correctly.
Station 4: Another robot attaches the next component, and so on.
Step-wise Routine: Each robot is programmed with a step-by-step routine for its task. The timing is crucial – the control system either stops the conveyor at each station or uses a mechanism (like indexing or coordinated motion) to let the robot work on the moving part. The robots and conveyor belts dance in lockstep, coordinated by the line’s control software.
Integration with Control Systems: Behind the scenes, the central controller or MES manages this flow, tracking each product on the line and knowing which operations have been completed and which are next. The MES provides real-time instructions to robots (often through PLCs) and monitors sensor inputs continuously. If a sensor at Station 3 flags a misalignment, the control system can pause the line and possibly even instruct a robotic rework or call for human intervention.
Suggested Reading: Types of Industrial Control Systems: Examples and Applications
Feedback and Adjustments: One hallmark of robotic assembly lines is closed-loop control. This means the system uses feedback to adjust operations in real time. Sensors on the robots or along the line feed data back into the controllers. Consider a scenario: A robot tries to insert a peg into a hole, but due to a tiny variance, it doesn’t fit on the first try. The robot’s force sensor feels the resistance, and the controller recognizes the misalignment. The system can then slightly adjust the robot’s position and try again (possibly guided by vision to correct the angle).
Movement to the Next Station: After each operation is completed and verified, the conveyor moves the product to the next station. Some assembly lines use an indexing conveyor that moves in discrete steps (indexing forward then locking in place for work to happen), while others use a continuous flow with robots that can sync with moving items. In either case, the transition between stations is carefully timed so that no two robots interfere and there’s no bottleneck. If one station is slower (takes longer) than others, often multiple robots or parallel stations might be used to maintain overall balance.
Quality Checks and Testing: Throughout the line, there are often dedicated stations for quality inspection. A vision system might check that all screws are present and tight, or that solder joints are proper. Robots or automated testers handle these tasks as well. If a defect is detected at any point, the control system can either reject that unit or have a robot fix it if feasible. The goal is to catch any issue immediately at the source.
Unloading and Packing: At the end of the line, the finished product is unloaded. This could be by a robot that picks the completed item off the conveyor and places it into a bin or onto another conveyor for packaging. In many factories, robotic assembly lines feed directly into automated packaging lines. For example, a robot might place finished widgets into a box, or onto a pallet. At this stage, the MES logs the product as completed. Data about its production (cycle time, any errors, etc.) might be stored for analysis.

Throughout this process, the Manufacturing Execution System (MES) or central controller is the mastermind. It ensures that each step happens in the correct order and that the line balances speed with precision. The MES often provides a user interface in a control room where engineers can see the status of the line: how many units produced, any alarms, which station might be causing slowdowns, etc. This real-time visibility is a huge advantage of robotic lines – since everything is digitized, data can be collected and analyzed to improve the process. Parameters can be tweaked in software to optimize throughput or quality in ways that would be hard to manage in a manual line.
Example Workflow: Consider a car manufacturing assembly line segment for installing doors on a car body:
As the car body (without doors) comes into Station 5, sensors identify its exact position. Two robotic arms pick up a door from a feeder. A vision system confirms the door’s alignment.
The robots precisely align the door with the hinges on the body and attach it using automated nut runners (tools that fasten bolts) – this happens simultaneously for left and right doors.
The robots signal completion; a sensor verifies the bolts are tightened to the correct torque.
The conveyor moves the car body to the next station, where another robot might install the window or test the door’s opening/closing.
Meanwhile, if Station 5 had any hiccup (say a bolt didn’t tighten properly), the system would flag that immediately.
Suggested Reading: Revolutionizing Automation: Autoblocks and ASG Unite for Automated Assembly
Benefits of Robotic Assembly Lines
Switching from manual assembly to robotic assembly lines offers a multitude of advantages for manufacturers. Below are some of the key benefits:
Increased Efficiency and Throughput
Robotic systems operate continuously at high speeds, significantly boosting production output compared to human labor. Parallel task execution further enhances throughput, reducing cycle times and maximizing efficiency.
Greater Precision and Consistency
Robots deliver repeatable, high-precision performance, ensuring consistent product quality and uniformity. This minimizes errors from human fatigue or inconsistency, reducing defects and waste, and strengthening brand reputation.
Reduced Labor Costs and Operational Savings
While requiring initial investment, robots lower ongoing labor costs by replacing multiple human workers. Reduced error rates and maintenance costs contribute to a strong ROI, often within a few years, and enable worker reassignment to higher-value roles.
Improved Workplace Safety
Robots handle hazardous tasks, minimizing workplace accidents and repetitive strain injuries. This protects workers and reduces associated company costs, allowing human workers to focus on safer monitoring and decision-making roles.
Flexibility and Scalability
Robotic systems are easily reprogrammed for new tasks, facilitating rapid product changes and adaptability. Scalability is achieved by adding robotic cells or extending operating hours, offering manufacturers agility and a competitive edge.
Lower Costs per Unit and ROI
The combined benefits of increased efficiency, reduced waste, and fewer accidents lower per-unit production costs. High initial investments are offset by long-term savings, contributing to lean manufacturing and improved profitability.
Data Collection and Process Insight
Robotic systems generate valuable data for process optimization, enabling Industry 4.0 analytics. This data facilitates proactive maintenance and informed decision-making, leading to continuous improvement and enhanced operational efficiency.
Challenges and Considerations
Implementing a robotic assembly line is not without difficulties. Companies must carefully consider several challenges to ensure a successful automation project. Here are some of the major challenges and considerations:
High Initial Investment Cost
Robotic systems require substantial upfront capital for robots, equipment, and control systems, posing a significant barrier for small and medium-sized manufacturers. Justifying this investment requires long-term ROI analysis and careful automation target selection.
Integration Complexity
Integrating robots into existing systems demands custom engineering, including hardware and software adjustments. Communication protocols and timing synchronization between machines pose challenges, especially in retrofitting older lines.
Maintenance and Downtime
Robots require preventive maintenance and can cause costly downtime if malfunctions occur. Skilled technicians and backup plans are essential to ensure reliability and minimize production interruptions.
Workforce Training and Adaptation
Introducing robotics necessitates workforce retraining or hiring, impacting job roles and requiring skill development in programming and maintenance. Addressing employee concerns and facilitating smooth transitions are crucial.
Safety Considerations
Implementing robust safety systems, training, and regulatory compliance is paramount to preventing accidents. Collaborative robots require careful configuration and testing to ensure safe human-robot interaction.
Dependence on Power and Infrastructure
Robotic lines rely on stable power and infrastructure, including backup power and robust network connections, to prevent disruptions and ensure continuous operation.
Limited Flexibility for Novel Tasks
While flexible, robots are designed for specific tasks, requiring significant retooling for entirely different products. Product design must align with robotic capabilities to avoid frequent manual intervention.
Programming and Debugging Complexity
Complex programming and debugging are needed for robotic systems, requiring skilled automation engineers. Software updates and revalidation are time-consuming, impacting implementation lead times and requiring careful testing.
Conclusion
Robotic assembly lines, evolving from Ford's pioneering work, automate production through coordinated robotic machines and control systems. These lines, comprising industrial robots, conveyors, sensors, and software, offer manufacturers significant gains in efficiency, precision, and safety. While requiring substantial initial investment and addressing integration complexities, maintenance, and workforce adaptation, the long-term benefits of increased output, improved quality, and data-driven optimization are compelling.
The future of assembly lines lies in smart, adaptable systems powered by AI, IoT, and collaborative robotics. These technologies will enable self-optimization and seamless human-machine integration, reshaping manufacturing. Understanding robotic assembly is crucial for engineers in various fields, as these systems drive modern production. Embracing automation and continuous learning will position professionals at the forefront of the next industrial revolution, where smart assembly lines are pivotal.
FAQ
What industries benefit the most from robotic assembly lines?
Robotic assembly lines are beneficial in any industry with high-volume, repetitive manufacturing tasks. Essentially, any sector that values high throughput, quality consistency, and worker safety can benefit from robotic assembly. The cost must be justified by the scale and requirements of production, so industries producing large quantities of standardized products see the most benefit. Some of the main adopters of robotic assembly lines are automotive, electronics, food and beverage, and pharmaceutical sectors.
How much does it cost to implement a robotic assembly line?
The cost can vary widely depending on the complexity and scale of the line. For a single robotic cell (one robot arm with some tooling and safety fencing), you might be looking at tens of thousands of dollars. A typical industrial robot itself can range from around $30,000 for a small model to $100,000 or more for a large, high-payload model. Beyond the robot, you need to budget for peripheral equipment: conveyors, end effectors, sensors, controllers, integration software, and installation labor. A fully automated assembly line with multiple robots and custom integration can run into hundreds of thousands or millions of dollars in total. For example, a simple automated assembly machine might cost $50k–$100k, whereas a full car assembly line section with many coordinated robots could be millions.
What are the biggest challenges in adopting robotic automation?
Robotic automation faces cost, technical, and workforce challenges. High upfront costs and integration complexity are significant hurdles. Maintenance, downtime, and safety concerns require careful planning. Employee retraining and addressing job displacement fears are crucial for successful adoption. Pilot projects and experienced partners mitigate these risks.
How do robotic assembly lines compare to manual labor in terms of productivity?
Robots significantly boost productivity in repetitive tasks, often outpacing human workers by 2-4 times and operating continuously. This translates to substantial output increases, with minimal downtime and reduced errors, leading to higher efficiency. While not all tasks are automatable, robots excel in consistency and speed for suitable applications.
References
in this article
1. Key Takeaways2. Introduction3. What is a Robotic Assembly Line?4. Key Components of a Robotic Assembly Line5. How Robotic Assembly Lines Work6. Benefits of Robotic Assembly Lines7. Challenges and Considerations8. Conclusion9. FAQ10. ReferencesNo time now? Save for later.
We only use your email to send this link. Privacy Policy.